Машинная формовка литейных форм
Содержание
Машинная формовка литейных форм
Производство больших серий однотипных отливок способами ручной формовки становилось нерациональным и дорогим. Необходимо было максимально механизировать технологию изготовления форм. В 1851 г. на Всемирной выставке в Лондоне была показана первая формовочная машина для формовки труб. Это время можно считать началом машинного производства отливок. Однако надо отметить, что механизация формовочных работ развивалась очень медленно.
В начале XX в. во многих промышленно развитых странах еще существовали примитивные формовочные машины, на которых формы набивали вручную. В ряде стран начали применять гидравлические прессовые машины. После первой мировой войны появился новый способ изготовления форм встряхиванием, и встряхивающие формовочные машины получают быстрое распространение. В эти же годы для ускорения процессов формовки и заливки форм начали устанавливать литейные конвейеры. Появились первые поточно-механизированные линии, оснащенные встряхивающими машинами с механизированной подачей формовочной смеси; литейные формы уже транспортировали по конвейеру, выбивка форм после заливки была механизирована, установку опок на машину, снятие полуформ с машины и сборку форм осуществляли с помощью грузоподъемных механизмов. Но при всем этом оставалось еще множество ручных операций.
Развитие механизации литейного производства в царской России значительно отставало от уровня промышленно развитых стран Европы и США. Годовая мощность самых крупных литейных цехов не превышала 10 тыс. т литья (современные литейные цеха в нашей стране имеют годовую мощность 100 тыс. т и более отливок).
Процесс автоматизации формовочных работ в нашей стране можно разделить на три этапа. До 1941 г. — период индустриализации, бурный рост промышленности, строительство новых литейных цехов в составе крупных заводов с высокой степенью механизации формовочных работ, создание поточных и конвейерных линий производства отливок. Мощность литейных цехов достигает 100 тыс. т годных отливок в год. В этот же период начинаются интенсивные научные работы по исследованию и созданию новых способов машинного уплотнения литейных форм.
Второй период охватывает 1945—1950 гг., когда наряду с восстановлением народного хозяйства в нашей стране была создана отрасль литейного машиностроения, появились заводы по выпуску формовочных и других литейных машин, были созданы новые способы уплотнения литейных форм, такие, как пескометная формовка, внедрены пескострельные и пескодувные машины для получения литейных форм.
Период развития литейного производства после 1950 г. связан с развитием комплексной механизации и автоматизации технологических процессов производства отливок и в первую очередь с созданием формовочных полуавтоматов и автоматических формовочных линий для серийного и массового производства отливок массой до 300—400 кг. Этот период характеризуется созданием высокопроизводительных формовочных автоматических линий на основе применения комбинированных способов уплотнения формовочной смеси, таких как пескодувно-прессовый, встряхивание с подпрессовкой, дифференцированное прессование многоплунжерной головкой.
Следует особо выделить этап в развитии литейной технологии, начиная с 70-х годов по настоящее время. Эти годы характерны созданием принципиально новых технологических процессов производства литейных форм как для индивидуального, так и для массового получения литья. Подобные процессы — физические методы уплотнения — совершенно не похожи на традиционные способы формовки как по механизму уплотнения, так и по свойствам и составу формовочных смесей. Физические методы получения литейных форм в настоящее время находятся в стадии развития и становления. Можно ожидать, к концу нашего столетия и в начале будущего века они получат широкое применение.
Рассмотрим современные, наиболее распространенные способы получения литейных форм на машинах: прессование и встряхивание.
На рис. 26,а показана схема так называемого верхнего прессования форм. Модельную плиту 1 с укрепленной на ней моделью 2 ставят на стол формовочной машины. На подмодельную плиту устанавливают опоку 3, а на нее — наполнительную рамку 4. После заполнения опоки и наполнительной рамки формовочной смесью поднимают стол машины, и смесь уплотняется. Уплотнения можно достичь также опусканием траверсы 6 с колодкой 5. В том и в другом случае смесь уплотняется на высоту колодки 5. Затем колодка возвращается в исходное положение, и специальный механизм снимает полуформу с подмодельной плиты.

Рис. 26. Прессовая формовка
На рис. 26,б показана схема нижнего прессования, при котором модель запрессовывается в формовочную смесь. Остальные операции идентичны.
На рис. 27 показан способ уплотнения смеси встряхиванием. Подмодельную плиту 1 с установленной на ней моделью 2 и опокой 3 устанавливают на стол формовочной машины 4 (положение I). Опоку засыпают формовочной смесью. Стол машины поднимается на определенную (30—100 мм) высоту при помощи поршня 5, передвигающегося в цилиндре 6 (положение II), и затем падает вниз вместе с опокой, ударяясь о преграду 7 (положение III), вследствие чего и происходит уплотнение смеси. Для того чтобы уплотнить форму встряхиванием, нужно провести в некоторых случаях до 100 ударов, и хотя время удара составляет долю секунды, способ уплотнения встряхиванием более продолжителен по времени, чем прессование. Специальный механизм снимает готовую полуформу со стола формовочной машины, после чего форма поступает на сборку.

Рис. 27. Формовка встряхиванием
Так как чистого прессования не всегда достаточно для достижения необходимого уплотнения формовочной смеси вокруг модели, а встряхивание не уплотняет верхние слои смеси в опоке, то на практике часто используют машины, на которых формы уплотняются встряхиванием, а затем доуплотняются прессованием. Такой способ уплотнения смеси получил название встряхивания с подпрессовкой.
По степени механизации и автоматизации формовочные машины подразделяются на машины с ручным управлением, полуавтоматы и автоматы. В первом случае формовщик машинной формовки устанавливает вручную или подъемным механизмом (электроталью, краном) опоку, из бункера засыпает в опоку формовочную смесь и затем последовательно включает механизм уплотнения смеси и извлечения модели из полуформы. Простановку стержней и сборку формы выполняют либо вручную (в зависимости от габарита опок и их массы), либо с помощью подъемных механизмов. Формы под заливку устанавливают на пол литейного цеха или на непрерывно движущийся конвейер. В данном случае формовщик полностью освобожден от изготовления полуформ.
На полуавтоматах операции подачи опок на формовочную машину, заполнения опоки смесью, уплотнения смеси, извлечения-модели из полуформы происходят в автоматическом цикле. Формовщик участвует лишь в сборке формы. На автоматах все операции изготовления формы, включая сборку полуформы, осуществляются в автоматическом режиме. Формовщик, работающий на автоматах, становится оператором, который следит за правильной работой автомата. В настоящее время даже простановку стержней в форму автоматизируют с помощью применения специальных машин, называемых роботами.
Роботизация формовочных работ — одно из основных направлений автоматизации литейного производства в нашей стране. Роботом называют механизм, имитирующий деятельность человека и способный заменить рабочего. Первые роботы в литейных цехах появились несколько лет назад, их использовали для заливки форм на машинах литья под давлением. В настоящее время роботы придают к формовочным автоматам для сборки форм, простановки стержней, а так— же различных других операций формовки.
Наряду с опочной формовкой, в последние годы получили применение автоматические линии безопочной формовки. Принципиальная схема такой формовки представлена на рис. 28. Формовочная смесь поступает в бункер 1, из которого она подается сжатым воздухом в рабочий резервуар 2. С одной стороны резервуара находится подвижная модельная плита 4, передвигаемая штоком 3 поршня цилиндра, с другой стороны — поворотная плита 5. Боковые стенки ограничены стенками кассеты. Формовочная смесь уплотняется в результате передвижения модельной плиты 4. После уплотнения формы рамка 6 вместе с поворотной плитой 5 отодвигается, и модель извлекается из полуформы. Модельная плита 5 поднимается вверх. Затем уплотненная полуформа 7 передвигается штоком 3, в результате чего образуется безопочная стопка 8, 9. Шток 3 вместе с подвижной плитой 4 возвращается в исходное положение и извлекается из полуформы. После этого все операции повторяются. Такая формовка применяется для получения мелких и средних отливок (максимальный габарит формы 1000X900X600 мм); производительность автоматических линий безопочной формовки достигает 600 форм в час. Линии безопочной формовки нашли широкое применение в нашей стране и успешно работают на многих заводах.


Рис. 28. Безопочная формовка
Машинная формовка
Машинную формовку применяют для производства отливок в массовом и серийном производствах. При формовке на машинах формы изготовляют в парных опоках с использованием односторонних металлических модельных плит.
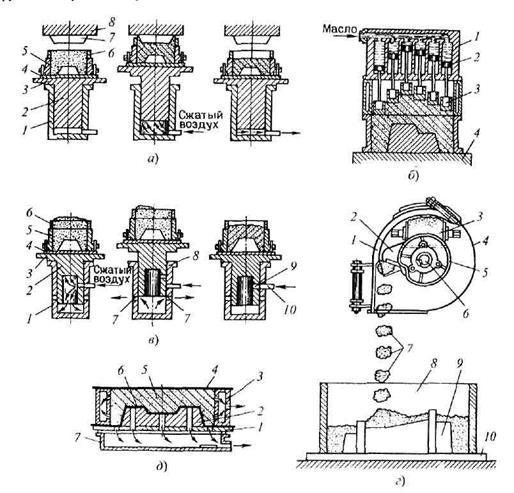
Рис. 8.1 – Схемы способов уплотнения литейных форм при машинной формовке.
а – уплотнение прессованием: 1 – нижняя часть цилиндра; 2 – прессовый поршень; 3 – стол машины; 4 – модельная плита; 5 – опока; 6 – наполнительная рамка; 7 – прессовая колодка; 8 – траверса.
б – прессование многоплунжерной колодкой: 1 – многоплунжерная колодка; 2 – поршень; 3 – плунжеры; 4 – стол машины.
в – уплотнение встряхиванием: 1 – нижняя часть цилиндра; 2 – поршень; 3 – стол машины; 4 – модельная плита; 5 – опока; 6 – наполнительная рамка; 7 – выхлопные окна; 8 – торец цилиндра; 9 – канал встряхивающего поршня; 10 – впускное окно.
г – уплотнение пескометом: 1 – метательная головка; 2 – ковш; 3 – ленточный канвейер; 4 – кожух метательной головки; 5 – ротор; 6 – вал электродвигателя; 7 – пакет смеси; 8 – опока; 9 – модель; 10 – модельная плита.
д – вакуумно-пленочная формовка: 1 – модельная плита; 2 – модель; 3 – опока; 4, 6 – пленка; 5 – сухой кварцевый песок; 7 – воздушная коробка.
Машинная формовка механизирует установку опок на машину, засыпку формовочной смеси в опоку, уплотнение смеси, удаление моделей из формы, транспортирование и сборку форм.
Машинная формовка обеспечивает более высокую геометрическую точность полости формы, чем ручная формовка, повышает производительность труда, исключает трудоемкие ручные операции, сокращает цикл изготовления отливок. При машинной формовке формовочную смесь уплотняют прессованием, встряхиванием, пескометом, вакуумной формовкой и др.
Уплотнение формовочной смеси прессованием (рис. 8.1, а) осуществляют при подаче сжатого воздуха при давлении 0,5 . 0,8 МПа в нижнюю часть цилиндра 1, в результате чего прессовый поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 поднимаются. При этом колодка 7, закрепленная на траверсе 8, входит внутрь наполнительной рамки 6 и уплотняет формовочную смесь в опоке 5.
Плотность формовочной смеси уменьшается по мере удаления от прессовой колодки из-за трения формовочной смеси о стенки опоки. Неравномерность плотности формовочной смеси тем больше, чем выше опока и модели. Прессование используют для уплотнения формовочной смеси в опоках высотой 200 . 250 мм.
Для достижения равномерной плотности формовочной смеси в опоке используют многоплунжерные прессовые колодки (рис. 8.1, б). При прессовании стол 4 машины движется в сторону многоплунжерной прессовой колодки 1. Вследствие различной степени сопротивления формовочной смеси в форме плунжеры 3 под действием давления масла на поршень 2 прессуют находящиеся под ним участки формы независимо от соседних.
Уплотнение формовочной смеси встряхиванием (рис. 8.1, в) осуществляют при подаче сжатого воздуха при давлении 0,5. 0,8 МПа в нижнюю часть цилиндра 1, в результате чего встряхивающий поршень 2 поднимается на высоту 25. 80 мм. При этом впускное отверстие 10 перекроется боковой поверхностью поршня, а нижняя его кромка откроет выхлопные окна 7, воздух выйдет в атмосферу. Давление под поршнем снизится, и стол 3 с укрепленной на нем модельной плитой 4 упадет на торец цилиндра 8. Скорость стола, а следовательно, и скорость модельной плиты упадут до нуля, в то время как формовочная смесь в опоке 5 и наполнительной рамке 6, продолжая двигаться вниз по инерции, уплотняется. В момент, когда канал 9 встряхивающего поршня окажется против отверстия 10 встряхивающего цилиндра, сжатый воздух снова войдет в полость встряхивающего цилиндра. Это повлечет за собой новый подъем встряхивающего стола и новый удар его о торец и т.д.
Встряхивающий стол обычно совершает 120. 200 ударов в минуту. В результате повторных ударов происходит уплотнение формовочной смеси в опоке. При этом слои формовочной смеси, лежащие у модельной плиты, будут иметь большую плотность, чем слои, лежащие в верхней части формы.
Встряхиванием уплотняют формы высотой до 800 мм. Для уплотнения верхних слоев формы встряхиванием совмещают с прессованием. Это обеспечивает высокую и равномерную плотность форм.
Уплотнение формовочной смеси пескометом (рис. 8.1, г) осуществляют рабочим органом пескомета – метательной головкой, выбрасывающей пакеты смеси на рабочую поверхность модельной плиты. В стальном кожухе 4 метательной головки вращается закрепленный на валу 6 электродвигателя ротор 5 с ковшом 2. Формовочная смесь подается в головку 1 непрерывно ленточным конвейером 3 через окно в задней стенке кожуха. При вращении ковша (1000. 1200 об/мин) формовочная смесь собирается в пакеты 7 и центробежной силой выбрасывается через выходное отверстие в опоку 8. Попадая на модель 9 и модельную плиту 10, смесь уплотняется за счет кинетической энергии равномерно по высоте опоки. Метательную головку равномерно перемещают над опокой.
Пескомет является высокопроизводительной машиной, поэтому его применяют для уплотнения крупных литейных форм. Управление работой пескомета автоматизировано.
Пленочно-вакуумную формовку (рис. 8.1, д) осуществляют в следующей последовательности: модельную плиту 1 с моделью 2 накрывают разогретой полимерной пленкой толщиной не более 0,1 мм. Вакуумным насосом в воздушной коробке 7 создают вакуум 2,6. 5,2 МПа. Пленка 6 плотно прижимается к модели и модельной плите. На модельную плиту устанавливают опоку 3, которую заполняют сухим кварцевым песком 5, уплотняют его с помощью вибрации и выравнивают открытую верхнюю поверхность опоки. На верхнюю поверхность накладывают разогретую полимерную пленку 4, которая за счет разрежения (4. 6 МПа) прилегает к опоке, что способствует уплотнению песка и устойчивости формы. После этого полуформу снимают с модели.
Изготовляют как верхнюю, так и нижнюю полуформу, затем форму собирают. Вакуумирование продолжается не только при изготовлении полуформ, но и при их сборке, заливке и затвердевании залитого металла. При заливке металла в форму пленка сгорает. Продукты сгорания выполняют роль противопригарного покрытия. Этим способом изготовляют формы для отливок массой 0,1. 10 т на автоматических формовочных линиях.
Импульсное уплотнение формовочной смеси(рис. 8.2) осуществляется в следующей последовательности: на модельную плиту 1 с моделью устанавливают опоку 2 и засыпают формовочную смесь 3, на опоку накладывают плиту-рассекатель 4 с большим числом отверстий. Сверху плиты располагают импульсную головку 5 с пусковым клапаном 6. Головку, плиту-рассекатель и опоку плотно прижимают друг к другу.
После этого открывают пусковой клапан 6 и сжатый воздух под давлением 5. 8 МПа направляется через отверстия в плите-рассекателе в опоку и уплотняет смесь за счет динамического воздействия и фильтрации через поры, после чего уходит в атмосферу через венты в модели и модельной плите (венты – тонкие отверстия, через которые проходит воздух, но не проходит формовочная смесь).
Этот способ уплотнения формовочной смеси позволяет изготовлять формы с высокой и равномерной плотностью, высокопроизводителен, не имеет движущих частей (плунжеров, диафрагм т.д.).
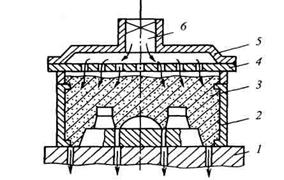
Рис. 8.2 – Схема уплотнения формовочной смеси воздушным импульсом: 1 – модельная плита с моделью; 2 – опока; 3 – формовочная смесь; 4 – плита–рассекатель; 5 – импульсная головка; 6 – пусковой клапан.
Автоматическая формовка
Автоматическую формовку используют в серийном и массовом производствах отливок, при этом литейная форма передается последовательно с одной позиции на другую. Этот переход осуществляется автоматически различными конвейерами, кантователями, толкателями и другими устройствами. Для автоматической формовки используются формовочные автоматы, формовочные машины для безопочной формовки и автоматические формовочные линии.
Формовочные автоматы, используемые для изготовления литейных форм, выполняют все технологические операции без участия человека. Формовочные автоматы используют, как правило, в составе автоматических линий.
Автоматическую безопочную формовку используют при изготовлении форм для мелких отливок из серого, ковкого и высокопрочного чугунов и стали в серийном и массовом производствах. Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 8.3).
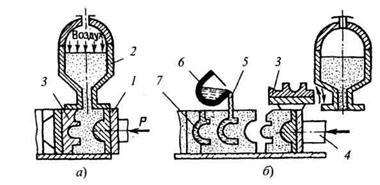
Рис. 8.3 – Схема процесса изготовления безопочных литейных форм на автоматических машинах: 1, 3 – модельные плиты; 2 – головка машины; 4 – плунжер; 5 – полость формы; 6 – ковш; 7 – отливка.
Модельная плита 1 закреплена на прессовой машине, плита 3 – на плите противодавления. Модельные плиты 1, 3, боковые стенки и головка 2 образуют формовочную камеру (рис. 8.3, а), которая заполняется формовочной смесью с помощью сжатого воздуха под давлением 0,5. 1 МПа. После этого формовочная смесь прессуется плунжером 4 под давлением до 2 МПа. Модельная плита 3 отходит влево и поворачивается в горизонтальное положение, а уплотненный ком формовочной смеси плунжером 4 проталкивается до соприкосновения с предыдущим комом, образуя полость 5 (рис. 8.3, б).
В результате получается непрерывный ряд форм, которые заливают расплавленным металлом из ковша 6. После затвердевания и охлаждения отливок формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси. Смесь поступает на переработку и повторное использование, а отливки – в обрубное отделение.
Автоматическая формовочная линия (рис. 8.4) – пример полного автоматизированного производственного процесса формовки.
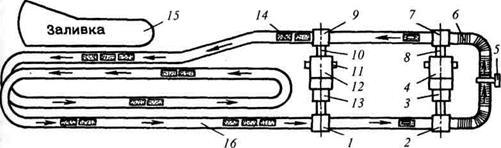
Рис. 8.4 – Схема автоматической формовочной линии: механизм съема верхней опоки; 2 – механизм подачи нижней полуформы с отливкой; 3 – механизм удаления смеси и отливки; 4 – автомат изготовления нижних полуформ; 5 – щетки для очистки тележек конвейера; 6 – тележка конвейера; 7 – позиция установки нижней полуформы на конвейер; 8 – кантователь; 9 – позиция спаривания полуформ; 10 – рольганг; 11 – тележка для смены модельных плит; 12 – автомат для изготовления верхних полуформ; 13 – позиция; 14 – собранная литейная форма; 15 – участок заливки; 16 – конвейер.
На позиции 1 специальным механизмом снимается верхняя опока, которая без формовочной смеси перемещается на позицию 13, нижняя полуформа с формовочной смесью и отливками конвейером 16 с позиции 1 направляется на позицию 2, а затем к механизму 3, где нижняя опока освобождается от смеси и отливок. Отливки направляются в обрубное отделение, а формовочная смесь – на переработку. Опоки, очищенные от формовочной смеси, подаются к формовочным автоматам: верхняя – на автомат 12, нижняя – на автомат 4. Смена модельных плит производится с помощью тележек 11.
Нижняя полуформа, изготовленная на формовочном автомате 4, кантователем 8 переворачивается на 180° и на позиции 7 устанавливается на предварительно очищенную специальными щетками 5 тележку 6 литейного конвейера 16 и подается к механизму спаривания полу форм. Верхняя полуформа, изготовленная на автомате 12, по роликовому конвейеру 10 перемещается к позиции 9, где спаривается с нижней полуформой. Собранная литейная форма 14 по конвейеру транспортируется на участок 15 заливки. Установка стержней в литейную форму осуществляется во время продвижения ее по конвейеру от позиции 7 к позиции 9. Для увеличения продолжительности охлаждения отливок в залитых формах конвейер выполнен с дополнительной петлей на двух уровнях.
Дата добавления: 2015-03-26 ; просмотров: 1848 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Машинная формовка
В массовом и серийном производствах литейные формы изготавливают на машинах, что способствует большему уплотнению в сравнении с ручной формовкой, повышению качества форм и производительности труда. Машинная формовка характеризуется той же последовательностью операций по изготовлению литейных форм, что и при ручной формовке. Но методы уплотнения форм с помощью машин различны.
При наиболее распространённом верхнем прессовании (рис. 1.11, а) на столе прессовой машины 1 устанавливается подмодельная плита с закреплённой на ней моделью 2. На плите с помощью штырей фиксируется опока 3 (высотой 200. 250 мм), на которую сверху накладывается наполнительная рамка 4. Рамку и опоку заполняют рыхлой смесью, затем стол машины поднимают вверх и в наполнительную рамку входит прессовая накладка б, закреплённая на траверсе пресса 5. Уплотнение встряхиванием проводят на машинах, работающих по принципу поршня и цилиндра (рис. 1.11, б). В станину 1 машины вмонтирован встряхивающий поршень 2, на верхнем торце которого крепится стол 3. а на нём подмодельная плита и модель 4. Энергоносителем служит сжатый воздух, который поднимает поршень, стол, модель и опоку 5 на высоту 25..Л00 мм. После этого происходит выхлоп. Стол, имеющий значительную массу, падает вниз и ударяется о станину (цикл повторяется 10. 80 раз). Так осуществляется уплотнение рыхлой формовочной смеси. Наибольшее уплотнение отмечается j модели, а сверху опоки (высотой до 800 мм) уплотнение проводят либо вручную, либо подпрессовкой.

Рис. 1.11. Схемы уплотнения литейных форм при машинной формовке:
а — верхнее прессование; б — уплотнение встряхиванием; в — уплотнение пескомётом
Уплотнение пескомётом (рис. 1.11, в) используется при изготовлении значительных по размерам литейных форм. Основной узел пескомёта — метательная головка 2. в которой вращающийся ковш 1 закрепляется на роторе 3 электродвигателя. В головку формовочная смесь подаётся транспортёром. Предварительно уплотнённая в ковше смесь подаётся в опоку со скоростью 2. 20 м/с, что приводит к хорошему уплотнению нижележащих слоёв смеси.
Формовочные машины снабжены устройствами для извлечения моделей из форм.
Технология изготовления стержней вручную или на машинах состоит из следующих основных операций: формовка сырого стержня, сушка, отделка и окраска стержня. Для изготовления стержней применяют как обычные формовочные (прессовые, встряхивающие, пескомёты и др.), так и специальные стержневые (пескодувные, пескострельные и др.) машины. В высокопроизводительных стержневых машинах получают стержни массой от 1 до 700 кг. Уплотнение стержневой смеси достигается за счёт подачи её в стержневой ящик с помощью сжатого воздуха со скоростью до 15 м/с. Далее в специальных сушилках периодического или непрерывного действия стержни сушат, после чего они приобретают необходимые прочность и газопроницаемость. До сушки или после неё стержни окрашивают огнеупорными противопригарными красками. Высушенные стержни подвергают окончательной отделке (зачистке заусенцев, снятию неровностей, замазке мелких дефектов и т.п.).
Сборка форм, изготовленных на машинах, является одной из ответственных операций получения отливок. Поэтому на этой стадии с помощью шаблонов проверяют качество поверхности и размеры формы, размеры стержней, закрепление стержней в гнёздах, точность размеров основных полостей формы. Форму продувают сжатым воздухом. Затем форму собирают и скрепляют опоки.
После заливки металла в форму, его затвердевания и охлаждения (от 5 мин до нескольких суток в зависимости от массы отливки) производят выбивку и очистку отливки. Выбивка отливок является трудоёмкой операцией, осложняемой выделением большого количества теплоты, газов и пыли. Поэтому её механизируют, а участок выбивки отливок изолируют. Выбивку производят на специальных выбивных решётках с механическим или пневматическим приводом. Стержни из отливок удаляют с помощью пневматических молотков, вибраторов, вибрационных машин и специальных гидравлических установок. Выбивку стержней также осуществляют с помощью гидравлического удара, возникающего при электрическом разряде в воде. Окончательно очищают уже выбитые отливки от пригорелой земли во вращающихся барабанах, дробеструйных и дробемет- ных агрегатах, химической или электрохимической обработками и другими способами.
При отделке отливок удаляют литники, прибыли, выпоры, заливы (облой по месту соединения полуформ) пневматическими зубилами, ленточными и дисковыми пилами, газовой резкой, на прессах, на металлорежущих станках и другими способами. Также может проводиться выравнивание поверхности отливки, удаление заусенцев и т.п. Точность размеров отливки составляет 14. 17 квалитеты, а шероховатость может достигать величин Ra — 100. 2,5 мкм в зависимости от способа изготовления отливок.
Способы машинной формовки
ИЗГОТОВЛЕНИЕ ЛИТЕЙНЫХ ФОРМ НА ФОРМОВОЧНЫХ МАШИНАХ
Преимущества и область применения машинной формовки
Машинная формовка применяется при изготовлении песчаных форм в крупносерийном и массовом производстве средних и мелких отливок. Литейные формы, изготовленные на формовочных машинах, имеют более равномерное уплотнение, большую прочность и лучшую газопроницаемость. Процесс изготовления формы при машинной формовке состоит из следующих механизированных операций: наполнение опоки формовочной смесью, уплотнение смеси в опоке, удаление модели из формы, сборка формы, транспортировка формы к месту заливки конвейером.
Приготовленная единая формовочная смесь транспортерами подается в бункер, расположенный над формовочной машиной. Наполняются опоки формовочной смесью из бункера дозатором, выдающим определенную порцию смеси.
Способы машинной формовки
По способу уплотнения формовочной смеси различают машины
прессовые, встряхивающие, пескодувные и пескометные, а по способу удаления моделей из формы — машины со штифтовым подъемом, с поворотной плитой и перекидным столом.
Изготовление форм на прессовых машинах. Эти машины наиболее производительны, так как уплотнение формовочной смеси длится всего 4…5 сек. Применяют прессовые машины с нижним и верхним прессованием.
На рис. 1.1, а показана схема верхнего прессования. Траверса 6, ккоторой крепится прессовая колодка 5, может отводиться в сторону. На столе машины 1 закреплена модельная плита 2. Под действием сжатого воздуха стол поднимается вверх, и прессовая колодка впрессовывает формовочную смесь в опоку 3 из наполнительной рамки 4.
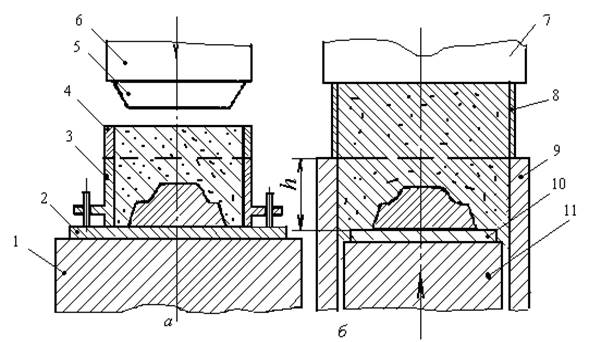
Рис. 1.1. Схема работы прессовой машины
На рис. 1.1, б изображена схема нижнего прессования. Она применяется для формовки невысоких опок до 200…250 мм; использование более высоких опок нецелесообразно из-за неравномерного уплотнения смеси по высоте. Прессовый стол 11 с укрепленной на нем модельной плитой 10 поднимается внутри неподвижного стола 9, входит в опоку 8 и уплотняет формовочную смесь. Опока располагается между неподвижным столом и траверсой 7. Ход стола должен точно равняться высоте h, чтобы плоскость разъема модели после уплотнения совпала с плоскостью разъема формы.
Следует отметить, что формовочная смесь на прессовых машинах уплотняется неравномерно: так, при нижнем прессовании смесь, прилегающая к модели, уплотняется сильно, а при верхнем — слабо. Более распространены машины с верхним прессованием, благодаря своей простоте и долговечности. В прессовых машинах иногда совмещают прессование с вибрацией, что улучшает равномерность уплотнения смеси по высоте опоки.
Изготовление форм на встряхивающих машинах. Встряхивающие формовочные машины считаются универсальными, так как их применяют для встряхивания полуформ массой от 100 кг до 40 т.
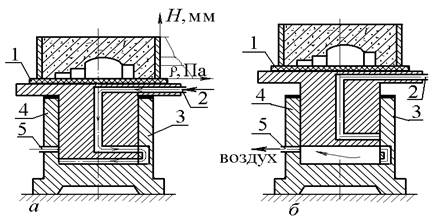
Рис. 1.2. Схема работы встряхивающей машины: а – исходное положение; б – подъем стола с опокой
На столе формовочной машины закрепляют модельную плиту 1 с моделью, на нее устанавливают опоку и заполняют формовочной смесью (рис. 1.2, а). Под действием сжатого воздуха, поступающего по трубопроводу 2, стол машины поднимается на высоту 50…60 мм (рис. 1.2, б). При этом выхлопное отверстие 5 открывается, воздух выходит из под поршня стола, и стол, падая, ударяется о станину 4 машины. После соударения скорость стола, модельной плиты, опоки становится равной нулю, а смесь, продолжая двигаться, уплотняется: ее кинетическая энергия при ударе переходит в работу уплотнения. В результате повторных ударов формовочная смесь уплотняется. Цикл повторяется 6…8 раз до полного уплотнения смеси.
Встряхивающие машины также неравномерно уплотняют смесь по высоте опоки: больше у модели, меньше — вверху опоки. Поэтому на встряхивающих машинах дополнительно подпрессовы-вают верхнюю часть полуформы. Недостатком встряхивающих машин является большой шум при работе.
Изготовление форм при помощи пескомета.Пескометы выполняют одновременно две операции: наполнение опоки формовочной смесью и ее уплотнение. Они весьма производительны. Если при работе ручной трамбовкой производи-тельность формовщика составляет всего 0,5…0,6 м 3 /чуплотненной формовочной смеси, на формовочных машинах — 8…10 м 3 /ч, то при использовании пескометов производительность возрастает до 12…13 м 3 /ч. Поэтому их применяют для набивки крупных и средних опок.
В метательной головке 6 на ось насажен ротор с лопаткой 4, совершающий 1450 об/мин (рис. 1. 3).
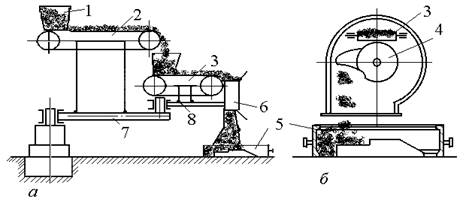
Рис. 1.3. Схема работы стационарного пескомета (а), метательная головка (б).
При вращении лопатка захватывает отдельные порции формовочной смеси, подаваемой транспортером 3, и с силой бросает их в опоку 5. Благодаря высокой скорости падения смесь в опоке уплотняется. Большой рукав пескомета 7 может поворачиваться вокруг вертикальной оси на необходимый угол. Малый рукав 8 с метательной головкой 6 также поворачивается вокруг вертикальной оси. На большом рукаве установлен бункер 1 и ленточный транспортер 2, а на малом — смонтирован транспортер 3. Смесь из бункера 1 подается на транспортер 2, далее по транспортеру 3 в метательную головку 6. Формовщик может перемещать метательную головку в горизонтальной плоскости в любом направлении над опокой. Пескометами достигается равномерное уплотнение формовочной смеси по всей высоте опоки.
Удаление модели из формы при машинной формовке. При ручной формовке перед удалением из формы модель несколько расталкивается, что нарушает конфигурацию получаемой полости и приводит к снижению точности получаемых отливок. При машинной формовке расталкивать модель не надо, так как она легко удаляется из формы специальными приспособлениями.
Для удаления модели из невысоких опок применяются машины со штифтовым подъемом. После уплотнения смеси (рис. 1.4, а) опока 1 снимается с модельной плиты при помощи перемещающихся вверх четырех штифтов 2, проходящих через отверстия в закрепленной на столе 4 модельной плите.
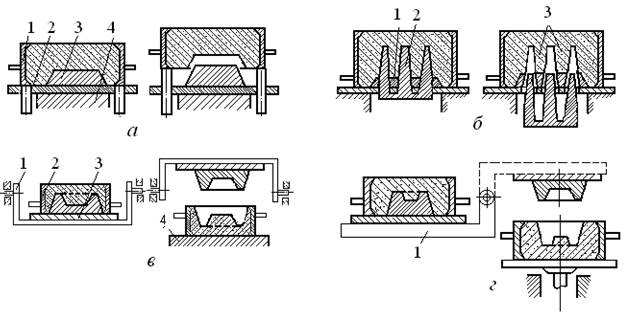
Рис. 1.4. Способы удаления модели из формы при машинной формовке:
а – штифтовым подъёмом опоки; б – протягиванием модели через протяжную плиту вниз; в – поворотной плитой; г – перекидным столом
На рис. 1.4, б изображена схема протяжки модели, имеющей три высоких ребра, расположенных на небольшом расстоянии друг от друга. При съеме такой формы с помощью штифтов земляной провисающий болван 3 (образованный ребрами) может обвалиться. Во избежание этого модель сделана из двух частей: неподвижной 1, укрепленной на модельной плите, и подвижных ребер 2, которые после набивки опоки опускаются вниз, протягиваясь через вырезы в модельной плите. Так как болван 3 при протяжке поддерживается снизу, то он не обваливается.
При формовке нижних опок для удаления моделей применяют поворотные плиты (рис. 1.4, в). После уплотнения смеси поворотная плита 1 с закрепленной на ней опокой 2 переворачивается на 180° (правое положение на рис. 1.4, в). Затем рабочий стол машины 4 поднимается вверх до соприкосновения с полуформой. Опоку открепляют от поворотной плиты, стол с полуформой двигается вниз, а модельная плита 3 остается на поворотной плите. Затем полуформа в рабочем положении (разъемом вверх) транспортируется конвейером к месту сборки.
На рис. 1.4, г приведена схема удаления модели из формы при помощи перекидного стола 1. Такая схема получила применение при формовке крупных форм с высокими болванами.
Машинная формовка стержней. При серийном и массовом производстве стержни изготавливают машинным способом. При этом резко возрастает производительность работ и повышается точность стержней. В зависимости от способа уплотнения стержневой смеси машины делят на мундштучные, прессовые, встряхивающие, пескодувные, пескострельные и пескометы.
Мундштучные машины используются при изготовлении стержней, имеющих постоянное сечение по длине. Стержневая смесь 4 выдавливается шнеком 1 через сменный мундштук 2, и получаю-щийся стержень 3 разрезают на куски необходимой длины. Недостатком мундштучных машин является то, что на них нельзя применять каркасы. Поэтому на мундштучных машинах изготовляют стержни диаметром не более 20…100 мм.
Рис. 1.5. Изготовление стержней на мундштучных машинах
В настоящее время стержень любой сложности изготавливают пескодувными (рис. 1.6) или пескострельными (рис. 1.7) стержневыми машинами.
При изготовлении стержней на пескодувных машинах стержневая смесь при открытом шибере из бункера 12 периодически поступает в камеру 1. Затем шибер закрывается и сжатый воздух из ресивера 9 через быстродействующий клапан 10 и через отверстие 2, 11 поступает в гильзу 3, в которой резко повышается давление и стержневая смесь выталкивается через сопло 5 в полость стержневого ящика 6. Для выпуска воздуха в надувной плите 4 и стержневом ящике предусмотрены венты (отверстия) 7, 8.
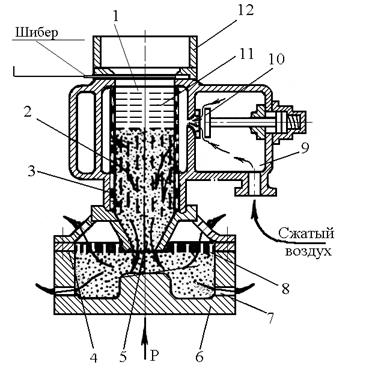
Рис. 1.6. Схема изготовления стержня на пескодувной машине
Более производительными и обеспечивающими лучшее качество стержней являются пескострельные машины (см. рис. 1.7).
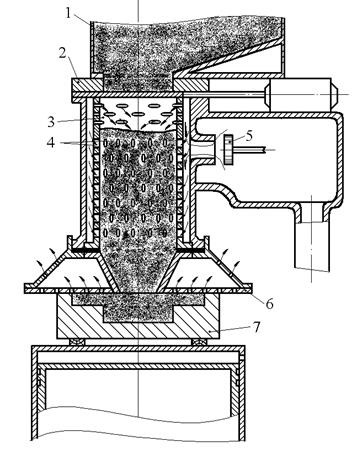
Рис.1.7. Пескострельная машина
Их принцип работы отличается от принципа работы пескодувных тем, что смесь в стержневой ящик дозированной порцией вдувается мгновенно, подобно выстрелу. Из воронки 1 через отверстие в шибере 2 подается доза смеси в пескодувный резервуар 3. К плите 6 прижимается стержневой ящик 7 и в этот момент закрывается шибер 2. Затем открывается клапан 5: сжатый воздух через щелевые отверстия 4 устремляется в пескодувный резервуар и с силой выбрасывает смесь в стержневой ящик. Пескострельные машины по сравнению с пескодувными расходуют меньшее количество сжатого воздуха, работают на различных смесях и не так интенсивно истирают стенки стержневых ящиков.
Автоматическая безопочная формовка используется при изготовлении форм для мелких отливок из серого, ковкого и высокопрочного чугунов и стали в серийном и массовом производствах. Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 1.9). Правая модельная плита 1 закрепляется на прессовой машине, левая модельная плита 3 – на плите противодавления. Модельные плиты 1, 3, боковые стенки и головка 2 образуют формовочную камеру (рис. 1.9, а), которая заполняется формовочной смесью под действием сжатого воздуха под давлением 0,5…1,0 МПа.
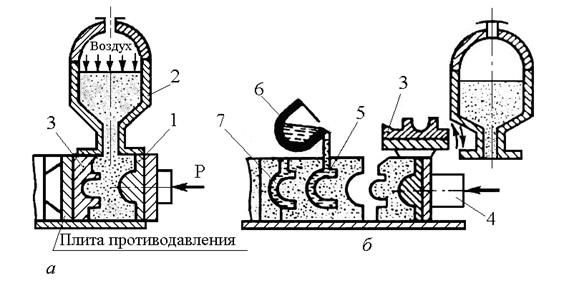
Рис. 1.9. Схема процесса изготовления безопочных литейных форм на автоматических машинах
После этого формовочная смесь прессуется плунжером 4 под давлением до 2,0 МПа. Модельная плита 3 отходит влево и поворачивается в горизонтальное положение, а уплотненный ком формовочной смеси плунжером 4 проталкивается до соприкосновения с предыдущим комом, образуя полость 5 (рис. 1.9, б). В результате получается непрервыный ряд форм, которые заливают расплавленным металлом из ковша 6. После затвердевания и охлаждения отливок формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси. Смесь поступает на переработку и повторное использование, а отливки – в обрубное отделение.
Автоматическая формовочная линия. Имеются автоматы, выполненные в виде карусельного станка с несколькими рабочими местами. Если автомат шестипозиционный, то через определенное время осуществляется поворот карусели на 1/6 часть оборота. Процесс формовки состоит из отдельных операций, которые выполняются во время коротких остановок карусели во всех шести позициях одновременно.
В первой позиции на карусель устанавливают пустые опоки; во второй —опоки автоматически заполняются формовочной смесью; в третьей —смесь уплотняется встряхиванием или прессованием; в четвертой — выполняется допрессовка смеси; в пятой — удаляют модель из полуформы и в шестой позиции полуформу снимают с карусели и отправляют к месту сборки. Производительность таких машин-автоматов достигает 240…300 полуформ в час.
Кроме карусели, вращающейся с кратковременными остановками, есть схемы автоматов с непрерывно вращающейся каруселью. Уплотнение формовочной смеси в этом случае производится пескометом, пескодувными или пескострельными машинами. Такая линия представлена на рис. 1.10. На ней выполняются все операции формовки, заливки и выбивки отливок. На позиции 1 специальным механизмом снимается верхняя опока, которая без формовочной смеси перемещается на позицию 13, нижняя полуформа с формовочной смесью и отливками конвейера 16 с позиции 1 направляется на позицию 2, а затем к механизму 3, где опока освобождается от смеси и отливок. Отливки отправляются в обрубное отделение, а формовочная смесь на переработку. Опоки, очищенные от формовочной смеси, подаются к формовочным автоматам; верхняя – на автомат 12, нижняя – на автомат 4. Смена модельных плит производится с помощью тележек 11.
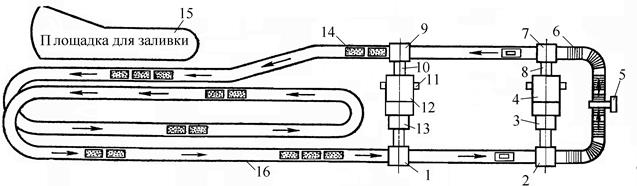
Рис. 1.10. Схема автоматической формовочной линии
Нижняя полуформа, изготовленная на формовочном автомате 4, кантователем 8 переворачивается на 180° и на позиции 7 устанавли-вается на предварительно очищенную специальными щетками 5 тележку 6 литейного конвейера 16 и подается к механизму спарива-ния полуформ. Верхняя полуформа, изготовленная на автомате 12, по роликовому конвейеру 10 перемещается к позиции 9, где спарива-ется с нижней полуформой. Собранная литейная форма 14 по конве-йеру транспортируется на участок заливки 15. Установка стержней в литейную форму осуществляется во время продвижения ее по конвейеру от позиции 7 к позиции 9. Для увеличения продолжи-тельности охлаждения отливок в залитых формах конвейер выполнен с дополнительной петлей на двух уровнях.
Комплексная механизация и автоматизация, осуществляемая в литейных цехах, в несколько раз снижает общую трудоемкость производственных процессов, значительно увеличивает производи-тельность труда, улучшает качество продукции и обеспечивает непрерывность процесса.
ОПОЧНЫЕ ФОРМОВОЧНЫЕ МАШИНЫ И ЛИНИИ



Такие требования к отливкам, как размерная точность, точность воспроизведения, качество поверхности, а также постоянно растущие требования к формуемости самых сложных моделей могут быть выполнены только при условии качественной формы, которое, в свою очередь, обеспечивается различными способами формовки HWS. Следующие методы имеются в Вашем распоряжении:
- СЕЙАТЦУ- процесс уплотнения форм воздушным потоком и последующим прессованием
- СЕЙАТЦУ.плюс (уплотнение со стороны модели)
- СЕЙАТЦУ-технология аэрации ACE
В качестве формовочных машин с применением вышеуказанных процессов могут выступать не только полностью автоматизированные высокопроизводительные формовочные машины, но и простые серийные формовочные машины с ручным и частично ручным управлением. В производственной программе HWS есть следующие типы формовочных машин:
Формовочные машины типа Typ HSP / HSP-D

Формовочная машина с роликовым съемником и модельным поворотным столом для изготовления верхних и нижних полуформ, оснащённая плоской или эластичной прессовой плитой, или водяной подушкой.
Заполнение опоки песчано-глинистой смесью осуществляется через ленточный конвейер с возможностью заполнения вручную.
Транспортировка формовочных опок осуществляется вручную на рольгангах или с помощью подъемного механизма.
В готовом виде машина оснащена встроенной гидравлической системой и электронным управлением.
Формовочная машина по типу опускания с модельным поворотным столом для изготовления верхних и нижних полуформ, оснащенная плоской или эластичной прессовой плитой, или многоплунжерным прессом.
Заполнение опоки песчано-глинистой смесью осуществляется через ленточный конвейер с возможностью заполнения вручную или дозирующим устройством.
Транспортировка формовочных опок осуществляется гидравлическим цилиндром на рольгангах.
В готовом виде машина оснащена встроенной гидравлической системой и электронным управлением.
Таблица
<font face=»Verdana,sans-serif»><b>макс.внутрение габариты<br>опок, мм</b></font><font face=»Verdana,sans-serif»><b></b></font>
<font face=»Verdana,sans-serif»><b>макс. производительность<br></b></font><font face=»Verdana,sans-serif»><b>прим. комплектных форм/ч</b></font>
Возможны отклонения в зависимости от размеров опок.
Технический чертёж

Формовочная машина типа DAFM-S / DAFM-SD

Формовочная машина по типу опускания с модельным рольгангом для изготовления определенной полуформы, оснащённая плоской или эластичной прессовой плитой или многоплунжерным прессом.
Заполнение опоки песчано-глинистой смесью осуществляется через ленточный конвейер с возможностью заполнения вручную или дозирующим устройством.
Транспортировка формовочных опок осуществляется гидравлическим цилиндром на рольгангах.
Формовочная машина по типу опускания с модельным поворотным столом для изготовления верхних и нижних полуформ, оснащённая плоской или эластичной прессовой плитой или многоплунжрным прессом.
Заполнение опоки песчано-глинистой смесью осуществляется через ленточный конвейер с возможностью заполнения вручную или дозирующим устройством.
Транспортировка формовочных опок осуществляется гидравлическим цилиндром на рольгангах.
Таблица
| <font face=»Verdana,sans-serif»><b>Тип</b></font> | <font face=»Verdana,sans-serif»><b>комплектных форм/ч</b></font> |
| DAFM-SD | до 70* |
*В зависимости от выполненного размера опоки.
Технический чертёж

Полностью автоматизированная формовочная машина типа EFA-S / EFA-SD

Автоматический формовочный автомат по типу опускания с ролгангом и челночным механизмом для изготовления верхних и нижних полуформ, имеющий многоплунжерный пресс в стандартном исполнении.
Заполнение опоки песчано-глинистой смесью осуществляется дозирующим устройством.
Транспортировка формовочных опок осуществляется гидравлическим цилиндром на рольгангах.
Автоматический формовочный автомат по типу опускания с модельным поворотным столом для изготовления верхних и нижних полуформ, имеющий многоплунжерный пресс в стандартном исполнении.
Заполнение опоки песчано-глинистой смесью осуществляется дозирующим устройством.
Транспортировка формовочных опок осуществляется гидравлическим цилиндром на рольгангах.
Таблица
| Тип | комплектных форм/ч |
| EFA-SD | до 120* |
*в зависимости от выполненных размеров формовоной опоки.
Технический чертёж

Полностью автоматизированная формовочная машина для одновременного изготовления верхней и нижней полуформы типа ZFA-S / ZFA-SD

Удвоенный формовочный автомат для одновременного изготовления верхней и нижней полуформы с рольгангом и челночным механизмом для замены модельной оснастки, оборудованный многоплунжерным прессом в стандартном исполнении.
Транспортировка формовочных опок осуществляется гидравлическим цилиндром на рольгангах.
Удвоенный формовочный автомат с поворотным столом для одновременного изготовления двух верхних или двух нижних полуформ или пары полуформ, оборудованный многоплунжерным прессом в стандартном исполнении.
Наполнение формовочной смесью происходит через дозирующие устройства.
Транспортировка формовочных опок осуществляется гидравлическим цилиндром на рольгангах.
Таблица
| Тип | комплектных форм/ч |
| ZFA-SD | до 240* |
*в зависимости от выполненных размеров формовоной опоки.
Технический чертёж

Формовочная машина с аэрацией типа ACE

Таблица
| Тип | макс. внутренние размеры опок | Высота формовочных опок | макс.производительность комплектных форм/ч |
| ACE-3 | 700 x 500 | 150 — 300 | 150 |
| ACE-4 | 850 x 650 | 250 — 350 | 150 |
| ACE-5 | 1000 x 800 | 200 — 350 | 144 |
| ACE-6 | 1200 x 1000 | 250 — 400 | 120 |
Возможны отклонения в зависимости от размеров опоки.
Формовочная машина ACE относится к семейству опочных формовочных машин Сейатцу производства Heinrich Wagner Sinto. Благодаря оптимизированному циклу и последовательности движения при меньшем потреблении энергии машина достигает наиболее короткого времени цикла и обеспечивает безупречность выполнения каждой формы.
Заполнение формы производится псевдоожиженной при помощи сжатого воздуха смесью. Таким образом, достигается повышенная текучесть формовочной смеси, что делает возможным заполнение сложной геометрии модели.
Компактная энергия аэрации
В данном процессе формовочная смесь псевдоожижается через воздухопроницаемые фильтрующие плиты с внутренней стороны бункера. Заполнение смесью происходит благодаря небольшому уровню избыточного давления, поступающего из вент, расположенных сбоку от контурного цилиндра. Равномерно и полностью наполненная форма уплотняется опусканием двух главных цилиндров и контурной плиты. Прессование со стороны модели посредством дополнительного опускания наполнительной рамы завершает формовочный процесс, и опока снимается с модели. В конце движения подъема бункер снова заполняется песком, модель сменяется, после чего начинается следующий цикл формовки.
Преимущества технологии ACE
Качество формы отвечает самым высоким требованиям
Равномерно высокая прочность формы достигается применением различных вариантов воздействия пресса на контрлад, и прессования со стороны модели. Благодаря чёткому и плавному разделению форм формовочная машина ACE позволяет изготовить тонкостенные отливки с минимальным формовочным уклоном.
Повышенная энергоэффективность
Конструктивное использование гравитации при прессовании повышает эффективность. Следует особо отметить экономичный расход электроэнергии, что способствует значительному уменьшению эксплуатационных расходов.
Снижение выбросов
Уровень шума менее 80 дБ (А). Отсутствие воздействия вибрации на окружающие предметы благодаря закрытой конструкции. Так как разделительное покрытие наносится внутри герметично закрытой опоки, сокращается воздействие разделительного вещества и пыли.
Заполнение требуемого количества смеси — просыпи остались в прошлом
При заполнении смеси почти не образуются просыпи. Необходимое для заполнения количество смеси дозируется регулировочной системой настолько точно, что количество срезаемой смеси с контрлада опоки сокращается до минимума.
Компактная конструкция
Компактная конструкция ACE может быть установлена без выемки для фундамента. Это является явным преимуществом при замене формовочной машины на имеющейся формовочной линии. Малая потребность в занимаемой площади и хорошая доступность для обслуживающего персонала не противоречат друг другу.
Заполнение смеси без вреда для модели
Псевдоожиженная смесь проявляет гораздо меньшее абразивное воздействие на модельный контур, вследствие чего продлевается срок службы модели, а являющаяся следствием этого размерная точность позитивно отражается на отливке.
Технология производства литейных форм методом послойной 3D-печати
Изготовляемые в настоящее время отливки характеризуются большим разнообразием, что вызывает необходимость применения различных литейных форм и материалов.
1. Классификация литейных форм
Литейные формы классифицируются в зависимости от материала, из которого они изготовлены, и состояния при заливке.
Разовые формы служат для формообразования только одной отливки, после чего они разрушаются. Формы изготовляются из песчано-глинистых, песчано-смоляных и других смесей.
Разовые формы могут быть сырыми (формовка по сырому), сухими (формовка по сухому), подсушиваемыми, химически отверж-дающимися и собираемыми из сухих или отвержденных стержней.
Сырые формы благодаря их дешевизне, простоте и быстроте изготовления, отсутствию процесса сушки имеют наибольшее применение. Они используются для отливок простой и средней сложности из чугуна, стали и сплавов цветных металлов массой до 1500 кг.
Сухие формы предназначены для изготовления средних и крупных отливок с большим объемом механической обработки. Хорошо просушенная прочная форма, покрытая противопригарной краской, обеспечивает получение высококачественных отливок. Однако длительный цикл сушки (6—36 ч и более), значительный расход топлива, повышенная трудоемкость выбивки отливок из форм делают их неэкономичными. Они заменяются поверхностно подсушиваемыми и химически отверждаемыми формами.
Подсушиваемые формы изготовляют из формовочных смесей, в состав которых вводят связующие СП, СБ, КТ. Эти формы применяют для ответственных отливок из чугуна и стали массой от 1000 до 8000 кг. Длительность сушки таких форм в 10 раз меньше, чем обычных сухих форм.
Химически отверждаемые формы предназначены для изготовления отливок из стали, чугуна и сплавов цветных металлов массой 100 т и более. Существуют две разновидности таких форм: одни отверждаются при продувке или обдувке их углекислым газом, а вторые —самоотверждающиеся — при кратковременной выдержке в атмосфере цеха.
В последнее десятилетие широкое распространение получил процесс химического упрочнения формы, основанный на применении жидких самоотверждающихся формовочных смесей (ЖСС), содержащих в качестве связующего жидкое стекло и ускоритель его твердения (катализатор) — шлак феррохромового производства.
Многократно используемые (полупостоянные) формы служат для изготовления средних и крупных отливок простой конфигурации массой до 15 т. Эти формы выполняют из высокоогнеупорной смеси, состоящей в основном из шамота, формовочной глины и кварцевого песка. После соответствующей тепловой обработки стойкость форм достигает 25—40 съемов.
К многократно используемым формам относятся также металлические формы-кокили для отливок из различных сплавов простой и средней сложности, мелких и средних по массе и размерам (в серийном и массовом производстве).

Рис. 1. Приспособление для шаблонной формовки.
2. Формовочный инструмент и приспособления
При изготовлении форм и стержней применяют различные инструменты, опоки и приспособления.
Инструмент. Наиболее полный набор инструмента используется при формовке вручную. Технические условия на инструмент регламентированы ГОСТ801—74.
Для засеивания модели облицовочной смесью предназначены прямоугольные сита с металлической сеткой с ячейками 2—6 мм. Прямоугольными совковыми лопатами наполняют смесью опоки, а лопатами с заостренным концом выкапывают ямы при формовке в почве.
Смесь в опоках уплотняют различными трамбовками: — при работе на верстаках— короткой трамбовкой (длиной 300 мм). Рукоятка такой трамбовки выполнена из алюминиевого сплава, а клиновидный и плоский башмаки — из Ст. 40 либо из маслобензо-стойкой резины марки А повышенной твердости; — при уплотнении смеси в средних и крупных опоках наиболее производительной является пневматическая трамбовка. Башмаки ее выполняют из чугуна марки СЧ18-36 или, что предпочтитель-нее, из маслобензостойкой резины марки А повышенной твердости.
Трамбовка приводится в движение сжатым воздухом давлением 5—6 кгс/см2.
Гладилки служат для заглаживания форм. В недоступных для гладилок местах для этих целей применяют ланцеты. Отделку вогнутых поверхностей и углублений производят двухконечными ложечками. Выглаживание неглубоких цилиндрических поверхностей, углов галтелей и других криволинейных поверхностей осуществляют фасонными гладилками/ Оставшиеся частицы смеси из глубоких полостей удаляют крючками.
Песок с модели и поверхностей форм сметают волосяной щеткой-косматкой, которая предназначена также для окраски и замывки крупных форм. Лучшее качество окраски получается при пользовании пульверизатором.
Вентилирование форм производят с помощью душников — игл разных диаметров.

Рис. 10.2. Типы опок. делей в форме осущест
Крупные модели расталкивают металлическим молотком, при этом в модель должны быть врезаны специальные стальные пластинки, чтобы предохранить ее от порчи. Из полуформ модели вынимают с помощью остроконечных и винтовых подъемов.
При формовке по шаблону с вертикальной осью вращения применяют приспособление, изображенное на рис. 10.1. Оно состоит из подпятника-башмака, шпинделя, стопорного кольца и рукава, на котором закрепляют шаблон.
Опоки должны обладать высокой прочностью, жесткостью и минимальной массой. Они изготовляются из чугуна марок не ниже СЧ15-32, низкоуглеродистой стали 20Л — ЗОЛ-1, алюминиевых и магниевых сплавов.
Опоки бывают цельнолитыми и сварными. По конфигурации различают прямоугольные, фасонные и круглые опоки.
В зависимости от массы они делятся на ручные, комбинированные и крановые. Ручные опоки без смеси имеют массу до 30 кг, а со смесью — не более 60 кг; комбинированные без смеси — от 31 до 60 кг, а со смесью — более 60 кг; крановые как без смеси, так и со смесью — свыше 60 кг.
Для точной сборки полуформ применяют штыри, изготовляемые из стали марок 40—45 с закалкой и последующим шлифованием. Различают съемные и постоянные штыри. Последние укрепляют в ушках нижней опоки, а в крупных опоках — в полках продольных стенок. Съемные штыри имеют наибольшее применение при машинной формовке.
Для взаимозаменяемости опок центрирующие отверстия в их ушках сверлят по кондуктору. В эти отверстия запрессовывают стальные каленые втулки, что дает возможность заменить их при износе и тем самым обеспечить точность спаривания опок.
При выборе размеров опок следует исходить из наименьших допустимых толщин формовочной смеси на различных участках формы.
3. Изготовление форм вручную
При формовке вручную литейные формы изготовляют по деревянным цельным и разъемным моделям, модельным плитам, скелетным моделям и шаблонам.
4. Формовка в почве
При формовке в почве наиболее ответственной операцией является подготовка нижней части формы — постели. Различают два вида постели: мягкую и твердую.
Мягкая постель. При изготовлении единичных мелких отливок для каждой из них подготавливают постель в почве. При производстве серии однотипных отливок в полу литейного цеха вырывают яму глубиной на 100—125 мм больше высоты модели и габаритами, превышающими габариты модели на 200—250 мм на сторону. На дне ямы оставляют четыре кучки смеси; на две из них укладывают деревянную рейку, а на другие две — рейку.
На эти рейки кладут линейку и уровнем-ватерпасом проверяют горизонтальность их положения. Затем рейки окучивают смесью, уплотняют ее и вновь проверяют горизонтальность их положения. После этого пространство между рейками засыпают отработанной формовочной смесью, выравнивают ее, а излишек сгребают линейкой. На рейки укладывают бруски высотой 10—12 мм, а на слой отработанной смеси наносят слой просеянной облицовочной смеси.
Сняв бруски, уплотняют ее следующим образом: первый формовщик прижимает линейку к рейке, а второй, приподнимая и опуская другой конец линейки, уплотняет смесь на участке в 300—400 мм. После этого второй формовщик прижимает линейку к рейке, а первый производит уплотнение смеси.
Окончательное выравнивание поверхности и удаление борозд достигается при движении линейки вдоль реек. Выровненную поверхность засеивают тонким слоем облицовочной смеси. На полученную постель лицевой стороной укладывают модель и ударами молотка или трамбовки осаживают ее через промежуточную прокладку.
Твердую постель применяют при изготовлении форм для средних и крупных отливок. В полу цеха выкапывают яму глубиной на 300—400 мм больше высоты модели. Дно ямы плотно утрамбовывают, насыпают на него слой просеянной гари или битого кирпича толщиной 150—200 мм, слегка утрамбовывают его и выравнивают мелкой гарью.

Рис. 3. Схема изготовления мягкой постели.

Рис. 4. Схема изготовления твердой постели: 1 — слой гари; 2— вентиляционные каналы; 3— облицовочный слой смеси; 4 — вентиляционные трубы.
Поверхность слоя выравнивают линейкой и затем душником диаметром 9 мм накалывают вентиляционные каналы до гаревой постели.
Приготовленную таким образом постель засеивают слоем (в 40—50 мм) облицовочной смеси. После уплотнения в нем также накалывают вентиляционные каналы душником диаметром 3—4 мм.
5. Формовка в парных опоках
Наибольшая точность размеров отливок достигается при формовке в опоках. Широкое распространение получила формовка в парных опоках. Формовку сложных по конфигурации отливок осуществляют в трех, четырех и более опоках. Пример изготовления отливки тройника в парных опоках приведен на рис. 5.
Процесс формовки начинают с изготовления нижней полуформы. На подмодельный щиток укладывают нижнюю половину модели и два питателя, а на модель наносят слой облицовочной смеси и обжимают ее руками. В опоку засыпают наполнительную смесь и уплотняют ее. Счистив излишнюю смесь, душником накалывают вентиляционные каналы.
Полученную полуформу скрепляют с подмодельным щитком и кантуют на 180°, устанавливают на разрыхленную площадку формовочного плаца, слегка притирают, после чего открепляют и снимают щиток. Затем проглаживают лад, посыпают его сухим кварцевым песком и сдувают песок с модели. Наложив верхнюю половину модели и шлакоуловитель, устанавливают модели стояка и выпоров.

Рис. 5. Формовка в парных опоках: 1 — нижняя полуформа; 2 — верхняя полуформа; 3 — стержень.
После этого в такой же последовательности изготовляют верхнюю полуформу.
Уплотнение ее должно быть равномерным, без местных слабин и переуплотнений. Степень уплотнения смеси проверяют твердомером. Она зависит от массы и высоты отливки.
Для повышения прочности верхней половины формы ее укрепляют стальными крючками или деревянными колышками — «солдатиками», предварительно смоченными жидкой глиной.
Вынув модели стояка и выпоров, можно раскрыть форму. При формовке мелких моделей после уплотнения смеси половины модели удерживаются в полуформе и не требуют дополнительного крепления. При формовке средних и крупных тяжелых моделей трение между формовочной смесью и моделью недостаточно для удержания ее в верхней полуформе и необходимо дополнительное укрепление ее. Закрепив модель подъемом к верхней опоке, раскрывают форму, удаляют половины моделей и отделывают верхнюю и нижнюю полуформы, затем устанавливают стержень и собирают форму.
6. Формовка по модельным плитам
При этом способе формовки нижнюю и верхнюю полуформы изготовляют раздельно по двум модельным плитам.
Формовку по плитам целесообразно осуществлять в мелкосерийном производстве. На многих ленинградских предприятиях — в объединениях имени Карла Маркса, имени Я. М. Свердлова, «Невский завод» имени В. И. Ленина и др. — она успешно применяется при мелкосерийном производстве сравнительно крупногабаритных отливок (длиной более 3 м и массой до 3 т).
Раздельная формовка по плитам обеспечивает: — повышение точности отливок; — увеличение производительности труда на 15—20% за счет сокращения отделочных операций; — возможность изготовления моделей из отдельных частей с последующей сборкой их на модельной плите; — повышение съема отливок с формовочной площади в 1,5 раза за счет установки форм в 2—3 этажа со сдвижкой.
При мелкосерийном производстве применяют плиты из прочного деревянного щита, а при серийном — чугунные строганые. Модельные плиты-могут использоваться многократно.
Комплект модельных плит для изготовления отливки корпуса текстильной машины средних размеров (920X420X400 мм) показан на рис. 6.
Формовочные работы осуществляются бригадой из двух формовщиков. Для уменьшения утомляемости рабочих модельные плиты устанавливают на низкие козлы.

Рис. 6. Комплект модельных плит для формовки корпуса: а — плита для нижней полуформы; б — плита для верхней полуформы; 1 — плита; 2 — центрирующие втулки; 3— модель.
Работа ведется в следующей последовательности: — очистка модели и плиты и нанесение разделительного состава; — установка на плиты опок низа и верха; — нанесение на модели облицовочной смеси, установка крючков (в верхней полуформе) и обжатие смеси; — заполнение опок наполнительной смесью, уплотнение ее, удаление излишков и накол вентиляционных каналов; — скрепление модельных плит с опоками и их кантовка; установка нижней полуформы на подготовленный плац, открепление модельной плиты, съем ее и отделка (при надобности) — полуформы; — установка стержней; — открепление и съем верхней плиты, отделка (при надобности) полуформы; — сборка формы.
На собранную полуформу укладывают чугунную плиту (иногда деревянную), на которую устанавливают вторую форму со сдвижкой для установки литниковой чаши.
7. Химически отверждающиеся и крупные оболочковые формы
При изготовлении форм по С02-процессу в формовочную смесь в качестве связующего вводят жидкое стекло. Облицовочный слой жидкостекольной смеси наносят на модель слоем в 20—40 мм, а остальной объем опоки заполняют наполнительной смесью. Все операции изготовления формы выполняют в той же последовательности, как и при формовке с применением песчано-глинистых смесей. После удаления модели и отделки формы ее продувают углекислым газом, при этом она быстро отверждается. Затем форму собирают.
Химически отверждающиеся смеси используются и при изготовлении крупных оболочковых форм, которые применяют при производстве средних и крупных отливок. Форма для стальной отливки подушки прокатного стана массой 10 т показана на рис. 7.
Оболочки изготовляют по тщательно обработанной разъемной деревянной модели, натертой графитом.
Процесс состоит из следующих операций: — на строганый подмодельный щиток укладывают нижнюю половину модели; — на него же устанавливают разборный деревянный жакет, в стенках которого высверлены отверстия диаметром 9—10 мм. Расстояние между стенками жакета и модели должно составлять примерно 120—150 мм; — в зазор между моделью и жакетом устанавливают сварной каркас для упрочнения оболочки; — слоями высотой 80—100 мм засыпают жидкостекольную смесь, уплотняют ее, между отдельными слоями смеси закладывают стальные прутки диаметром 8 мм для образования продувочных каналов, которые не должны доходить до модели на 20—25 мм; – с горизонтальной поверхности счищают излишки смеси, и накалывают продувочные каналы; — удаляют стальные прутки и через продувочные каналы продувают полученную оболочку углекислым газом; — отвержденнуго оболочку вместе с моделью и жакетом кантуют на 180°; — извлекают модель, раскрывают деревянный жакет и удаляют его.
В такой же последовательности изготовляют верхнюю оболочку.
Сборку полуформ производят в рамке, состоящей из двух опок без ребер. Нижнюю опоку укладывают на выровненную площадку и засеивают наполнительной смесью, которую затем уплотняют. На полученную постель устанавливают нижнюю оболочку и зазоры между ней и опокой засыпают сухой смесью. В знаки оболочки устанавливают оболочковый стержень, накладывают верхнюю оболочку и вторую опоку и засыпают ее сухой смесью слоем в 150 мм.

Рис. 7. Комбинированная форма с оболочковыми вставками: а — нижняя оболочка; б — верхняя оболочка; в — оболочковый стержень; г — собранная форма; д — отливка.
Остальную часть опоки заполняют металлическими шарами диаметром 40 мм. Перед заливкой форму дополнительно нагружают грузами.
Применение оболочковых форм, отвержденных до извлечения из них моделей, дает возможность получать оболочки с размерами рабочих поверхностей, соответствующих размерам модели. Кроме того, модели таких форм выполняют разборными, что позволяет ликвидировать на них формовочные уклоны, требующие дополнительного расхода металла.
8. Формовка по шаблону
Формовка по шаблону осуществляется при производстве единичных средних и крупных отливок, имеющих наружную форму тел вращения простой конфигурации (чаши, маховики, патрубки, трубы с фланцами в т. п.),
Различают следующие виды шаблонной формовки: с вертикальным шпинделем, с горизонтальным шпинделем и по протяжка блонам Наибольшее распространение получила формовка вертикальным шпинделем. Рассмотрим ее на примере формообразования отливки чаши размалывающих бегунов.
Дня шаблонной формовки чаши (рис. 8, а) требуются: станок с вертикальной осью, шаблонная мерка (рис. 8, б), шаблоны для заточки болвана с телом (рис. 8, в) и болвана чаши (рис. 8, г), модели ребер (рис. 8, д) и ступицы с центровым отверстием (рис. 8, е). Формовка производится в почве (с твердой постелью) под верхней опокой.

Рис. 8. Приспособления для шаблонной формовки чаши бегунов.
Процесс состоит из ряда этапов. На первом затачивают болван с телом, который будет служить моделью для изготовления верхней полуформы; на втором осуществляют операции по изготовлению верхней полуформы; на третьем затачивают нижнюю полуформу; на четвертом отделывают и собирают форму; на пятом нагружают форму, заливают и выбивают отливки.
9. Формовка по скелетной модели
При единичном производстве крупных отливок с целью снижения затрат на изготовление моделей применяют скелетные модели, толщина ребер которых принимается равной толщине стенок отливки.
Скелетная модель для изготовления отливки крупной ванны показана на рис. 9, а, а схема формовки — на рис. 9, б. Модель заформовывают в опоке или в почве. Внутреннюю полость заглаживают на уровне брусков и полученную поверхность обкла дывают бумагой. Затем изготовляют верхнюю полуформу с болваном. После разъема верхнюю полуформу отделывают, а в нижней снимают разделительную бумагу, уплотненную между ребрами смесь слегка разрыхляют и шаблоном-сгребалкой снимают слой смеси на толщину ребер. После этого модель извлекают, и изготовление формы заканчивают обычным способом.

Рис. 9. Схема формовки по скелетной модели.
10. Формовка в глине по кирпичу
Формовку в глине по кирпичу осуществляют при производстве таких крупных отливок, как изложницы, ковши, котлы, трубы больших диаметров и т. а Формовку ведут по модели, каркасной модели или по шаблону.
Последовательность изготовления формы и стержня для отливки крупного патрубка приведена на рис. 10. В твердой постели устанавливают подпятник, шпиндель и рукав, на котором укрепляют шаблон. Правильность установки шпинделя проверяют ватерпасом. На чугунный поддон наносят слой глины и выкладывают первый ряд кладки из красного кирпича. На него наносят слой глины толщиной 15—20 мм и выкладывают второй ряд с перекрытием швов в первом ряду.
Для повышения газопроницаемости между рядами кирпичей прокладывают мелкую гарь, гранулированный ваграночный шлак, пучки соломы и душником выполняют вентиляционные каналы в подсохшей глине. Для увеличения прочности кладки через каждые 5—6 рядов укладывают чугунные плиты, соединяемые с нижним поддоном и между собой стяжками.
Правильность кладки проверяют шаблоном. Между рабочей кромкой шаблона и поверхностью кладки должен быть зазор в 20—25 мм. Внутреннюю поверхность кладки облицовывают глиной и шаблоном затачивают рабочую поверхность. После кратковременного провяливания на воздухе удаляют шаблон и шпиндель и сушат форму переносным сушилом. Затем заделывают трещины форму окрашивают и сушат вторично.

Рис. 10. Изготовление кирпичной формы и стержня по шаблону: а — изготовление формы; б — изготовление стержня; в — собранная форма; г—отливка; 1 — подпятник; 2— шпиндель; 3— поддон; 4 — опоры; 5 — кирпичная кладка; 6 —- шаблон для заточки формы; 7 — литниковая система; 8 — облицовочная глина.
Процесс изготовления стержня аналогичен процессу выполнения формы. Сушат стержень в сушиле.
Кирпичную кладку выполняют в специальных кессонах или опоках с заполнением промежутков между кладкой и стенкой опоки формовочной смесью. Такие формы могут использоваться многократно при небольших промежуточных ремонтах.
Современные способы изготовления крупных форм вручную
Непрерывный рост производства крупных отливок требует совершенствования технологических процессов и условий труда снижения трудоемкости изготовления отливок при ручной формовке рассмотрим некоторые рациональные процессы формообразования отливок, разработанные литейщиками ленинградских объединений имени Я. М. Свердлова, «Невский завод» имени В И Ленина и других предприятий.
Металлические постели. При формовке крупных отливок применяют твердые песчано-глинистые постели, а при изготовлении особо крупных отливок постель выполняют кирпичной кладкой. При извлечении отливки из формы постель частично разрушается, и перед каждой формовкой приходится затрачивать много времени на ее ремонт.

Рис. 11. Схема приготовления твердой металлической постели: 1 — слой гари; 2 — металлическая плита; 3 — газоотводные трубы; 4 — кессон; 5 —верхняя полуформа.
Форма с металлической постелью, выполненная в кессоне, показана на рис. 11. Зазоры между стенками кессона и моделью определяются удобством набивки формы. Дно кессона покрывают ровным слоем гари, поверх которого кладут чугунную плиту, образующую металлическую жесткую постель.
Замена верхней полуформы стержнями
Во избежание протечки металла при заливке обычно приме няют прокладочную глину, в результате чего на отливке образуются заливы, на удаление которых затрачивается труд обрубщиков и бесцельно расходуется металл. При замене верхней полуформы перекрывающими стержнями вместо прокладочной глины стали использовать песчаные подушки. Для этого в горизонтальных знаках стержней, через которые выводятся газы, выполнены углубления в 20—25 мм, заполняемые сырым песком с некоторым завышением. При установке перекрывающих стержней песок уплотняется, при этом создаются надежная изоляция вентиляционных каналов и плотный контакт между стержнями, исключающий возможность образования заливов.

Рис. 12. Технология изготовления крупных форм: а — старая технология; б — новая технология: 1 — нижние почвенные полуформы; 2— верхняя полуформа; 3 — прокладочная глина; 4 — пригрузочная плита; 5 — стержень, заменяющий верхнюю опочную полуформу; 6 — вентиляционные стояки; 7 — песчаные подушки.
В результате внедрения новой технологии повысилась размерная точность отливок, сократился расход металла, ликвидированы парк опок и потребность в сушке громоздких полуформ, уменьшилась трудоемкость обрубных работ. Формовка по блок-модели. При изготовлении мелких серии средних и крупных отливок целесообразно объединение в один блок двух однотипных моделей, связанных между собой разделительным стержнем.
Изготовление форм из жидких самоотверждающихся смесей. Чти смеси широко используются при изготовлении крупных стержней Так в литейных цехах объединения имени Я. М. Свердлова все стержни для отливок массой более 3 т выполняют из ЖСС.
Практика показала, что эти смеси могут успешно применяться и при изготовлении форм для крупных отливок. Схема формовки в ЖСС представлена на рис. 14. Модель устанавливают на кирпичи или на укрепленные на ней специальные упоры либо фиксируют в кессоне с помощью планок. Между моделью и стенками кессона должен быть зазор в 100—150 мм. В модели имеются люки для заливки ЖСС. Для улучшения заполняемости формы смесь выдавливают из люков толкателями. После заполнения смесью пространства под моделью ее заливают по периметру кессона в зазоры между его стенками и моделью. Через 35-40 мин после заливки ЖСС модель можно извлечь и приступить к отделке формы.
Рабочая поверхность формы имеет значительную пористость. Для ее устранения на поверхность наносят специальную краску и просушивают- горелкой в течение 2—4 ч при температуре 200— 220 °С.
Технология изготовления сложной формы для отливки чугунной модели лопасти массой 35 т приведена на рис. 15. Эта модель предназначена для формообразования крупных отливок стальных лопастей. Формовка ведется по деревянной модели, снабженной упорами, по которым модель устанавливают на постель, в кессоне. На модели размещают съемную раму, оформляющую контуры болвана. Во избежание всплывания модель и рама нагружаются.
Заливку ЖСС осуществляют через люки, имеющиеся в модели и съемной раме, и в зазоры между стенками кессона и съемной рамы. Затем производят подпрессовку смеси толкателями. После кратковременной выдержки извлекают съемную раму, удаляют смесь из люков, подрезают ее вокруг модели, поверхность полуформы покрывают разделительной бумагой и закрепляют ее шпильками, после чего переходят к оформлению верхней полуформы (болвана-стержня).

Рис. 13. Технология изготовления форм по блок-модели а — почвенная форма; б — стержневая форма.

Рис. 14. Схема изготовления формы из ЖСС.

Рис. 15. Технология изготовления крупной формы с применением
12. Машинная формовка
Механизированное извлечен И модели без предварительной расколотки обеспечивает получени форм высокого качества, повышает точность отливок и снижает брак. Внедрение координатных и наборных плит-рамок делает табельным применение машинной формовки не только при серий” ном и массовом, но и при мелкосерийном и единичном производстве.
Обычно литейную форму изготовляют на двух машинах: одной — нижнюю полуформу, а на другой — верхнюю. При массовом и серийном производстве металлические модели и элементы литниковой системы монтируют на односторонних чугунных плитах, а при мелкосерийном и единичном деревянные модели
укрепляют на координатных плитах или в наборных плитах-рамках. Замену модели на координатной плите и в плите-рамке производят на рабочем месте в течение 20—30 мин.
По способу уплотнения смеси в опоке различают прессовые машины с нижним и верхним прессованием, встряхивающие машины, встряхивающие с подпрессовкой и пескометные.
Уплотнение смеси на машинах с нижним прессованием. Схема работы такой машины приведена на рис. 17. На прессовом поршне, помещенном в цилиндре, закреплен стол. На нем расположена модельная плита, перемещающаяся в неподвижной раме. Опоку устанавливают на штыри неподвижной рамы и заполняют смесью, разравнивая ее по всей Поверхности, После этого опоку со смесью помещают под неподвижную траверсу. При подаче в цилиндр сжатого воздуха прессовый поршень поднимается вверх, модель внедряется в смесь и уплотняет ее. Когда поступление воздуха прекращается, поршень опускается, и производится извлечение модели.
При нижнем прессовании наибольшая плотность смеси создается у модели и понижается к верху,опоки, несколько возрастая у траверсы, что является достоинством этого способа.
Большой расход мощности на преодоление силы трения смеси о стенки опоки ограничивает область применения этих машин. Они могут использоваться при опоках с размерами в свету до 1100X800 мм и высотой до 150 мм.
Уплотнение смеси на машинах с верхним прессованием. Схема работы этой машины показана на рис. 18. На прессовом поршне, помещенном в цилиндре, закреплен стол, на котором расположена плита с моделью. После установки опоки с наполнительной рамкой и заполнения их формовочной смесью в цилиндр подают сжатый воздух под давлением 6 кгс/см2. Под действием воздуха поршень вместе со столом и смонтированной на нем модельной оснасткой поднимается вверх, при этом прессовая колодка, закрепленная на траверсе, внедряется в наполнительную рамку и уплотняет смесь в опоке.
После прекращения поступления в цилиндр сжатого воздуха стол опускается под действием собственной тяжести.
Уплотнение смеси на встряхивающих машинах. Этот способ уплотнения смеси, несмотря на некоторые присущие ему недостат ки, — самый распространенный, так как дает возможность изготовлять формы для сложных крупных отливок в опоках, с размерами в свету 3000 X 2000 мм при высоте до 750 мм.

Рис. 16. Типы модельных плит: а — односторонняя; б — координатная: в —наборная плита-рамка; 1 — основная плита; г — вкладная модельная плита; 3 — модель, 4 — шлакоуловитель; 5 — стояк; 6 — упорные винты.

Рис. 17. Схема работы машины с нижним прессованием.
На рис. 19 показана схема работы встряхивающей машины с подпрессовкой. Она имеет два цилиндра: прессовый и встряхивающий, причем последний служит поршнем для первого Внутри цилиндра имеется встряхивающий поршень, на котором укреплен стол. На столе монтируется модельная плита с моделью.
По штырям на модельную плиту устанавливают опоку с рамкой . После заполнения опоки и рамки смесью в полость встряхивающего цилиндра подают сжатый воздух, под давлением которого встряхивающий поршень поднимается вверх. При этом впускное отверстие перекрывается боковой поверхностью поршня, а выхлопное открывается, и воздух выходит в атмосферу.
Стол с модельной плитой и опокой под действием собственной силы тяжести падает на торец цилиндра, поэтому при ударе формовочная смесь в опоке уплотняется. При опускании поршня впускное отверстие вновь открывается, и цикл повторяется. Обычно стол поднимается на высоту 30—80 мм и совершает 30—120 ударов в минуту. Для уплотнения смеси достаточно 20—40 ударов.
После окончания процесса встряхивания сжатый воздух поступает в полость прессового цилиндра, а модельная плита и оснастка приходят в контакт с прессовой колодкой, закрепленной на траверсе. Колодка входит в полость наполнительной рамки и производит доугоготнение верхних слоев смеси (рис. 19, г и д).
Уплотнение смеси многоплунжерной головкой. При уплотнении смеси жесткой прессовой колодкой (рис. 19), особенно в формах крупных габаритов, трудно достичь равномерности уплотнения. В таких случаях рекомендуется применять многоплунжерную головку (рис. 20), при этом формовочная смесь прессуется большим количеством прессующих башмаков, снабженных поршневыми гидравлическими приводами. Каждый башмак под действием масла на поршень прессует находящийся под ним участок формы независимо от соседних участков.
Уплотнение смеси пескометами широко применяется для механизации наполнения и уплотнения смеси в крупных опоках и стержневых ящиках. Производительность пескометов — от 12 Д° 80 м3/ч уплотненной смеси.
Основным рабочим органом пескомета является головка (рис. 21). В стальном кожухе вращается ротор, на котором с помощью муфты закреплена лопатка-ковш. Через окно в кожухе ленточный транспортер непрерывно подает формовочную смесь, которая при быстром вращении ротора захватывается лопаткой, несколько уплотняется и в виде небольших пакетов выбрасывается в опоку через окно. При большой скорости истечени смеси из окна и непрерывном перемещении головки пескомета л площади опоки создается равномерное уплотнение всех слоев смес независимо от высоты опоки.
Извлечение модели из формы

Рис. 18. Схема работы машины с верхним прессованием.

Рис. 19. Схема работы встряхивающей машины

Рис. 20. Схема процесса уплотнения смеси в опоке многоплунжерной головкой: 1 — модель; 2 —опока; 3 — наполнительная рамка; 4— прессующая многопл-унжерная головка; 5 — поршни; 6 — прессующие башмаки.

Рис. 21. Схема работы пескометной головки: 1 — рукоятка; 2 — направляющая дуга; 3 — лопатка-ковш; 4 — окно; 5 —кожух; 6 — ротор; 7 — вал электродвигателя; 8 — окно.

Рис. 22. Схемы извлечения моделей при машинной
Автоматизированные формовочные линии. В настоящее время в СССР успешно эксплуатируются автоматизированные формовочные линии как отечественного производства — конструкции ВНИИлит-маш, НИИтракторсельхозмаш, Гипросантехпром и др., так и зарубежных фирм.
Процесс формовки, сборки и выбивки на этих линиях полностью автоматизирован, рабочий-оператор при этом только, управляет механизмами с помощью кнопок.
Вручную выполняются операции установки стержней и заливки, а на некоторых линиях процесс заливки также автоматизирован.
На рис. 23 показана схема автоматизированной линии (ГДР). Она состоит из двух прессовых формообразующих полуавтоматов для изготовления нижней (поз. IV) и верхней (поз. II) полуформ и литейного конвейера (поз. VII). Собранная на поз X форма поступает на поз. XI — к грузовому конвейеру, где она нагружается, и на поз. XII, где заливается металлом. При дальнейшем движении залитая форма поступает в охладительную камеру (поз. XIII), снабженную мощной вентиляционной системой. На поз. XIV с охлажденной формы снимается груз.
Верхняя опока протяжным устройством стягивается на поз. I и передается на машину для изготовления верхних полуформ (поз. II). Нижняя полуформа с отливкой и комом смеси продвигается к поз. III, где нижняя опока протягивается, кантуется и передается на машину для изготовления нижних полуформ (поз. IV).
При подходе к толкателю ком смеси с отливкой передается на поз. V— охладительную решетку (накопитель). После кратковременного охлаждения он поступает на поз. VI — выбивную решетку, где разрушается и освобождает отливку.
Формообразующая машина имеет два пресса, между которыми расположены подъемный механизм и дозатор смеси. При поступлении опоки она спаривается с модельной плитой и поджимается к бункеру-дозатору, при этом в опоку выдается определенная порция смеси. Затем опока передается под левый или правый пресс, имеющий многоплунжерную головку.
После процесса прессования ниясняя полуформа возвращается на среднюю позицию, где после протяжки модели она выталкивается поступающей опокой и передается на поз. VIII. Здесь нижняя полуформа кантуется и устанавливается на платформу конвейера. На поз. IX в эту полуформу устанавливаются стержни.
При подходе к поз. X нижняя полуформа накрывается верхней, и форма поступает на заливку. Верхняя полуформа изготовляется аналогично нижней.
Производительность линии в зависимости от типа формовочного автомата и размеров опок составляет 200—280 форм в час.

Рис. 23. Схема автоматизированной формовочной линии.
Современные литейные технологии
Современное литейное производство — сложный технологический метод, при нем заготовки металлических деталей получают с помощью заливания расплавленного металлического сплава в специально подготовленную литейную форму; внутри нее находится полость необходимой конфигурации. После затвердения полученную заготовку извлекают и обрабатывают до нужного состояния. Современная литейная промышленность ставит перед специалистами задачу, при которой получаются максимально соответствующие форме заготовки, требующие минимальных затрат для их доработки.
Далее приведено описание самых известных видов литья в современной промышленности.
Литьё в песчаные формы
Это самый малозатратный, при этом весьма грубый метод литья. Благодаря своей дешевизне, способ является наиболее массовым.
Сначала изготавливается литейная модель. Ранее использовали для этих целей дерево, но сегодня гораздо проще выполнить модель с помощью современного 3D-принтера из недорогих полимерных материалов.
Изготовление песчаных форм
Подготовленная модель устанавливается на своеобразной подмодельной плите, сверху на модель надевается ящик без дна (опока). Промежуток между моделью и ближайшими стенками опоки забивается песком или заранее заготовленной смесью песка со специальным связующего.
Для сложных вещей используют две полуформы (2 опоки), плоскость их соприкосновения — это место разъема. Модель извлекают, полученные полуформы соединяют и затем производят отливку. Для заливки металла непосредственно в песко-формовочной смеси делают литники – специальные отверстия.
По окончании застывания заготовку извлекают, удаляют облой, литники и обрабатывают поверхность до стандартного качества.
В настоящее время литьё в разовые песчаные формы позволило применять вакуумируемые формы, приготовленные из сухого специального песка без применения связующего.
Технология непрерывного литья
При изготовлении отливок непрерывным литьем расплавленное сырье из металлоприемника через графитовый пустотелый полустержень поступает в кристаллизатор с обязательным водным охлаждением, при затвердевании вытягивается специальным устройством. Такие заготовки позднее обрезают по необходимым размерам.
Используют непрерывное литье с целью получения полуфабрикатовиз чугуна, цветных, драг. металлов. Заготовки не могут иметь посторонних включений, пористости, раковин благодаря созданию узконаправленного потока затвердевания металла. Эта особенность делает данный способ непревзойдённым для изготовления качественной проволоки.
Литье по газифицируемым выжигаемым моделям
При методе литья по газифицируемым моделям стала существовать возможность не удалять одноразовую модель из отливочной созданной формы перед заливкой. Либо такие исходники удаляются при помощи выжигания, растворения и др.
Благодаря дешевизне пенополистирола этот способ часто применяется для изготовления отливок разного художественного назначения.
Его хорошо использовать для единичных экземпляров элементарных отливок, например накладок с несложным орнаментом, фирменных досок и др.
При изготовлении модели гранулы пенополистирола обязательно подвспенивают для активного роста. Далее укладывают сырье в пеноформы и вторично нагревают.
При этом начинается реактивный процесс расширения и спекания помещенных гранул, в результате возникшего давления пенополистирол заполняет все пустоты внутри формы.
Соединение различных элементов производят простейшим склеиванием, применяя составы, не влияющие агрессивно на химические особенности исходника и полностью выгорающие при нагревании.
Формование газифицируемых моделей необходимо производить в песчано-глинистые, самотвердеющие, жидкостекольные смеси. Большим преимуществом этого прогрессивного метода становится возможность простого формования в песок при отсутствии связующего. При этом песок в формовке не может смешаться с заменяющим модель металлом.
Способ литья в оболочковые формы
Оболочковый способ литья — это технология получения металлических отливок в формах, выполненных по модельной горячей оснастке из специально смешанных песчано-смоляных составов. Такие формы обладают прочностью, податливостью, газопроницаемостью, негигроскопичностью.
Оболочковые формы обладают следующими свойствами: достаточной прочностью, газопроницаемостью, податливостью, негигроскопичностью.
Процесс оболочкового литья начинается с покрытия термореактивной смолой заранее подогретой площадки, на которой установлена обезжиренная металлическая модель. При нагревании первоначальный состав плавится, образуется полутвердая оболочка.
С целью удаления избыточной массы смолы форму с модельной плитой переворачивают, позже дополнительно нагревают. После отвердевания оболочку — полуформу удаляют с матрицы, соединяют методом склеивания или же скрепления с другой половиной.
Затем помещают готовую оболочковую форму в ранее изготовленную опоку и далее заполняют её плотно формовочной смесью. После заливки такая форма разрушается.
Литье под давлением
При изготовлении полуфабриката литьем под давлением пользуются только металлическими формами, но при этом заливку горячего расплава в подготовленную пресс-форму производят под давлением.
Этот способ является довольно высокопроизводительным, обеспечивая при том высокое качество структуры поверхности. Данным методом обычно льют цветные металлы. Диапазон размеров отливок очень разный — от одного г. до нескольких, а порой и десятков кг. Применяют этот вид литья в основном для различного массового производства пустотелых изделий чаще всего простой конфигурации.
Центробежное литье
Центробежный способ предполагает формирование отливок под резким воздействием возникших сил внутри раскручивающейся формы, свободным методом залитой расплавом. Так производят полуфабрикат из черных и сплавов многих цветных металлов. Сейчас разработаны специализированные установки для бережного центробежного литья драгоценных металлов.
Главным и основным преимуществом представленного способа является непревзойденно высокая, при анализировании с другими видами, плотность получаемой кристаллической структуры используемого металла. Эта особенность придает прекрасные механические свойства требуемым заготовкам.
Данный вид литья возможно производить на машинах с различными осями вращения – вертикальной или же горизонтальной. Для него применяются песчаные, металлические, также оболочковые или формы (опоки) по восковым моделям.
Кокильное литье
Литьем в кокиль принято считать получение заготовки путем заливки расплава в многоразовый металлический кокиль. При этом происходит довольно скорый отвод тепла через высокотеплопроводный материал формы, поэтому поверхность отливки, ее механические особенности получаются значительно более высокого уровня, чем у абсолютного большинства других способов.
Интереснейшей особенностью представленного метода является уникальная возможность множественного использования изготовленной однократно металлической формы.
Ее значительная прочность может позволить очень точно копировать конфигурацию поверхности, получая одновременно высочайшее качество металла.
Благодаря большой теплопроводности кокиля изделие быстро затвердевает, соответственно увеличивается скорость изготовления полуфабриката.
Метод литья по выплавляемым моделям
Сегодня в художественной промышленности популярнейшим методом становится литьё по выплавляемым моделям.
Современная технология представляет собой предварительное изготовление высокоточного образца из любого легкоплавкого материала, зачастую воска. Такую модель заливают специальной смесью – формомассой.
После затвердевания из неё вытапливают восковые заготовки, получая литейную форму. В полученные полости необходимо залить расплав. Застывая, он образует заготовки будущих изделий.
Подробное описание литья по выплавляемым моделям наши читатели могут найти в разделе «Технологические процессы на ВЮЗ «Русское серебро». Мы применяем именно этот вид.
Сейчас техника литья смогла не только не потерять главенствующей роли в ювелирной промышленности, а напротив, открылись её новые удивительные возможности.
Эта тенденция стала необходимейшим связующим звеном между уникальным искусством художника-ювелира и современным ювелирным производством.
Метод литья по выплавляемым моделям
Сегодня в художественной промышленности популярнейшим методом становится литьё по выплавляемым моделям. Современная технология представляет собой предварительное изготовление высокоточного образца из любого легкоплавкого материала, зачастую воска. Такую модель заливают специальной смесью — формомассой. После затвердевания из неё вытапливают восковые заготовки, получая литейную форму. В полученные полости необходимо залить расплав. Застывая, он образует заготовки будущих изделий.
Подробное описание литья по выплавляемым моделям наши читатели могут найти в разделе «Технологические процессы на ВЮЗ «Русское серебро». Мы применяем именно этот вид. Сейчас техника литья смогла не только не потерять главенствующей роли в ювелирной промышленности, а напротив, открылись её новые удивительные возможности. Эта тенденция стала необходимейшим связующим звеном между уникальным искусством художника-ювелира и современным ювелирным производством.
Технология производства литейных форм методом послойной 3D-печати
24 Октября 2019
Денис Бычковский, к. ф.-м. н., генеральный директор ООО «Аддитивные технологии» Александр Неткачев, технический директор ООО «Аддитивные технологии»
Отечественное литейное производство является основной базой машиностроительного комплекса. Перспективы литейной отрасли определяются темпами развития машиностроения, потребностью в литых заготовках, динамикой их выпуска, уровнем развития литейных технологий и конкурентоспособностью отечественных предприятий
По данным последних лет, в России действует около 1250 предприятий, изготавливающих отливки, оборудование и сопутствующие материалы.
Однако уровень автоматизации литейного производства в нашей стране крайне низок — 78% отливок выпускаются на механизированных линиях и машинах, а также вручную.
В связи с этим разработка автоматизированных методов создания литейных форм становится одним из приоритетных направлений развития отрасли.
Проблема и решение
В транспортном машиностроении сегодня широко используются высокотехнологичные двигатели внутреннего сгорания. В их конструкцию входят сложные по форме и зачастую крупногабаритные блоки цилиндров и головки блоков цилиндров, которые изготавливаются российскими предприятиями по традиционным технологиям литья.
Первая из них — литье в одноразовые формы, сделанные вручную с помощью физических мастер-моделей. Для этого требуется длинная технологическая цепочка изготовления мастер-модели, подготовки смеси, формовка и сушка частей формы, места для хранения моделей и так далее.
Другая технология — литье в кокиль (металлическую форму) — очень затратна по времени (от 6 месяцев до 1–2 лет), трудоемка и экономически невыгодна, а кроме того, данный способ сопряжен с высоким риском брака при изготовлении кокиля. Оба подхода имеют технологические ограничения на сложность внутренней конфигурации отливки.
Применяя перечисленные технологии, невозможно или крайне затруднительно выполнить сложные каналы охлаждения, оптимизировать конструкцию и снизить припуск на последующую обработку.
Все это значительно ограничивает потенциал разработки новой продукции и осложняет выпуск новых моделей, увеличивает сроки выхода новинок на рынок и стоимость запуска в производство, что, в свою очередь, негативно сказывается на конкурентоспособности конечной продукции. Проблемы с невозможностью реализации наилучших расчетных конфигураций конструкции традиционными методами ведут к снижению эксплуатационных характеристик продукции.
В последнее время для преодоления технологических ограничений и ускорения сроков проектирования и производства мировые лидеры машиностроения активно внедряют аддитивные технологии.
Создание литейных форм методами послойного синтеза позволяет обойти технологические ограничения традиционных способов и сократить производственную цепочку, отказавшись от таких операций, как изготовление мастер-модели из металла или композитных материалов, изготовление литниковой системы и прибылей, формовка частей формы (установка мастер-модели и литниковой системы в опоку и засыпка смесью). Это приводит к сокращению времени производства и снижению на порядок стоимости формы.
Для примера рассмотрим изготовление литейного стержня для формирования внутренних каналов охлаждения двигателя различными методами (рис. 1). Как видно из приведенного примера, стоимость изготовления формы с использованием разрабатываемой технологии на три порядка меньше, чем по любой другой технологии.
Подобный экономический эффект достигается за счет того, что 3D-принтер создает литейную форму сразу по цифровой модели. Такая модель разбивается на слои и передается в 3D-принтер, в котором отвердитель наносится согласно цифровой модели литейной формы на предварительно подготовленный слой песчаной смеси.
В результате в зоне построения создается отвержденная часть песчаной смеси, точно повторяющая цифровую модель.
Изделие Объем стержня Материал Линейные размеры стержня
| Литейный стержень для формирования внутренних каналов охлаждения двигателя | 300 см3 | удаляемый из отливки песок (гипс) | 300×216×85 мм |
Рис. 1. Сравнение методов изготовления литейного стержня
Технология SLA и SLS 3D-печать Станок с ЧПУ Песчано-полимерная 3D-печать
| Стоимость, руб. | 46560 | 21560 | 45 |
| Время, дней | 9 | 24 | 1 |
Рис. 2. Напечатанная форма для отливки блока головки цилиндров в сборе с литейными стержнями
Технологии печати, применяемые для производства литейных форм
Для производства литейных форм методом послойной печати предназначены технологии струйной печати и спекания плакированного песка.
В землю
Литье в землю или в формы из смеси песка и глины — самый старый способ получения заготовок из расплавленного металла. Свыше 80% всего литья приходится на него. Отличается простотой и доступностью используемых материалов.
Из древесины изготавливаются модельный и литниковый комплект. После того как модель готова, замешивается формовочная смесь. В состав самой простой входят песок, кварц и глина.

Технология литья в землю
Формовка производится и вручную и на машинах. Ручное изготовление форм применяется при изготовлении разовых или нескольких отливок и считается непродуктивной. Формовка на машинах используется на автоматизированных литейных линиях. Литейные формы состоят из двух половин и являются одноразовыми. После заливки и охлаждения, формы разрушаются. Больше половины отработавшего материала возвращается на формовочную операцию после очищения и восстановления.
Технологии литья
Изготовление металлических изделий методом литья – это широко распространенный способ получения деталей сложной конфигурации без использования дорогостоящего оборудования.
Производители используют различные технологии литья. Благодаря этому детали можно получить такой точности, что не требуется дальнейшая механическая обработка.
Автоматизация и механизация технологического процесса позволяет поставить получение отливок на поток.
Для литья пригодны такие металлы и сплавы как:
- черные:
- сталь: конструкционная;
- легированная;
- серый;
- цветные:
- медь:
- алюминий:
- магний;
- редкоземельные;
- драгоценные.
Для получения деталей определенного качества разрабатываются новые сплавы с различным процентным содержанием компонентов. От их наличия и количества во многом зависит температура плавления и жидкотекучесть расплава.
Новая технология в литье – прогрессивный способ разливки. Позволяет снизить себестоимость продукции в отличие от конкурирующих предприятий. Кроме издревле известных способов литья в землю или песчано-глинистые формы, для увеличения количества отливок используются неразрушаемые металлические формы – кокили.
Кроме перечисленных способов применяются такие методы литья как:
- под давлением: избыточным;
- вакуумическим;
- выплавляемым;
Для литья чугуна с невысоким показателем шероховатости поверхности используются песчано-глинистые формы. Разлив производится как в опочные формы, так и в безопочные.
Использование типа формы зависит от массовости получения отливок. Так, разовые формы разрушаются, чтобы извлечь отливку.
Из-за невысокой прочности состава, формы, предназначенные для разлива под небольшим давлением, изготавливаются толстостенными.
Благодаря введению специальных связывающих материалов, придающих дополнительную прочность, форма изготавливается небольшой толщины, но с использованием опоки.
Для цветного литья используются более прогрессивные технологии.
Литье алюминия из-за его низкой температуры плавления сопряжено с некоторыми трудностями. Если разлив производится в формы из металла, то под давлением и с использованием специальных смазок, чтобы исключить появление дефектов.
Для получения ровной наружной поверхности и точного размера на изделиях, имеющих форму вращения, не только из алюминиевых, но и из других сплавов, используется центробежное литье. Центробежные силы распределяют расплавленный металл по форме равномерно. К тому же из расплава удаляются излишки воздуха и газов. Далее ознакомимся с некоторыми технологическими способами литейного производства.
Получение формы происходит за счет неизвлекаемой модели, и заливка металла производится в неразъемную форму. При этом модель получают из пенопласта вспениванием при высокой температуре. При литье металла в форму, пенопластовая модель полностью выгорает, освобождая внутренний объем.
Если модели для мелких деталей можно получить вспениванием состава, то крупные вырезают из склеенных плит. Резка производится вручную. Для этого используется нихромовая проволока. Поданное напряжение разогревает проволоку, что облегчает резку.
Также модель может вырезаться на фрезерных или гравировальных станках с числовым программным управлением по заданному алгоритму. Подготовленная модель красится и дополнительно покрывается термостойким составом.
Формовка при ЛГМ производится двумя методами. В первом случае для отливок несложных форм используются вибрационные столы, на которых происходит уплотнение формовочной смеси с использованием опок. Затем на опоку укладывается крышка и монтируется литниковый приемник.
Во втором случае, когда изделие имеет сложную геометрию, формовку проводят под вакуумом. Чтобы закрытая форма не разрушилась, она подвергается действию пониженного давления вплоть до окончания заливки. Значение вакуумического давления невелико – порядка 4-5 ГПа.
Заготовки для литья по газифицируемым моделям
Температура разливаемого металла значительно выше, чем начало газификации пенопласта (560 °С). Газы, выделяемые пенопластом, из формы легко удаляются вакуумной системой. При этом отсутствует задымленность рабочей зоны.
В качестве основного достоинства этого метода отмечают высокое качество отливок, которое можно получить литьем в обыкновенный или облицованный кокиль. Возможным это стало из-за того, что форма цельная.
Литье по газифицируемым моделям
На современном этапе литье по выжигаемым моделям применяется для отливки:
- крупных и средних изделий на мелкосерийном производстве;
- заготовок со сложной конфигураций и весом до 50 кг, к которым предъявляются требования повышенной точности размеров, на среднесерийном и крупносерийном производстве.
Под давлением
Технология литья под давлением предполагает быструю подачу расплава в форму путем использования компрессорных или поршневых механизмов. Благодаря автоматизации процесса литье под давлением считается высокопроизводительным.
Таким способом можно получать детали:
- сложной геометрической формы;
- с достаточно тонкими стенками;
- высокой точности;
- с повышенной шероховатостью.
Способ литья под давлением применяется для получения деталей в автомобилестроении. Они получаются небольшого веса, достаточной прочности, что позволяет снизить общую массу агрегата.
Стоит отметить, что метод литья под высоким давлением имеет следующие достоинства:
- возможность получения размеров 9 класса и грубее;
- достигаемая шероховатость поверхности — 1,25 мкм;
- минимальная размер стенок — 0,6 мм;
- минимальным диаметром отверстий — 1 мм;
- формирование наружной резьбы;
- накатки, надписей на внешней стороне.
К недостаткам относят следующее:
- высока цена на сами формы;
- разлив металлов с низкой температурой плавления;
- повышенная вероятность образования внутренних дефектов в виде трещин и напряжений.
Схема литья под давлением
Широкое использование литья алюминия под давлением обусловлено:
- малым значениями температуры в период кристаллизации;
- пластичностью сплава;
- хорошей жидкотекучестью;
- инертностью к химическим реакциям;
- невысоким объемом усадки.
Рассматривая способы технологию поделить следующим образом:
- камера прессования:
- способ разливки: горизонтальный;
- вертикальный;
Протекание процесса
Расплав подается в специальную полость. Поршневым пальцем жидкий металл на большой скорости вгоняется во внутреннюю полость пресс-формы. После чего происходит охлаждение без снятия давления. После затвердевания пресс-форма разъединяется, и отливка извлекается. Для облегчения извлечения конструкция оборудуется толкателями.
В кокиль
При литье в кокиль, или в металлические формы, жидкий металл заливают свободно, то есть под действием гравитационных сил. Саму форму изготавливают разборной из двух частей, установленных на плиту. Для получения полостей и отверстий в предусмотренные канавки, в которые укладываются стержни. Для изготовления металлических форм используются стали и чугуны.
Процесс отлива в кокиль
Для удаления газов во время заливки предусматриваются вентиляционные каналы. Чтобы к внутренним поверхностям кокиля не прилипал расплав их облицовывают или красят огнеупорными составами. Толщина покрытия зависит от разливаемого металла и скорости его охлаждения. Перед покрытием полость формы очищается, а затем нагревается до температур 150 °С — 280 °С.
Особенности получения отливок:
- Из-за высокой теплопроводности сплавы в кокиле быстро остывают, поэтому сплавы с малой жидкотекучестью должны иметь максимальную толщину стенок. Высокая скорость остывания формирует мелкозернистую внутреннюю структуру.
- Металлическая форма неподатлива, поэтому в отливке отсутствуют дефекты, вызываемые остаточными деформациями, а также предотвращает усадку. Получаемая точность заготовок: стали и чугуны – 7-11 класс, цветные сплавы – 5-9 класс.
- Отсутствие пригара.
- Достигаемая шероховатость поверхности соответствует Rz = 40-10 мкм.
- Кокиль – газонепроницаемая конструкция. Вентиляционные каналы и огнеупорные покрытия не могут полностью отвести газы. В связи с этим газовые раковины – это частое явление.
Плюсы литья в кокиль:
- постоянные характеристики для получаемых отливок;
- возможность использования песчаных стержней;
- высокая производительность;
- малое количество производимых операций;
- чистая поверхность готовых изделий;
- механизация работ;
- невысокая квалификация работников.
- значительная стоимость формообразующей оснастки;
- ограниченная стойкость форм;
- быстрое остывание расплава.
В кокиль отливаются практически все металлы, но большинство отливок — это чугуны и литейные стали.
В землю
Литье в землю или в формы из смеси песка и глины — самый старый способ получения заготовок из расплавленного металла. Свыше 80% всего литья приходится на него. Отличается простотой и доступностью используемых материалов.
Из древесины изготавливаются модельный и литниковый комплект. После того как модель готова, замешивается формовочная смесь. В состав самой простой входят песок, кварц и глина.
Технология литья в землю
Формовка производится и вручную и на машинах. Ручное изготовление форм применяется при изготовлении разовых или нескольких отливок и считается непродуктивной.
Формовка на машинах используется на автоматизированных литейных линиях. Литейные формы состоят из двух половин и являются одноразовыми. После заливки и охлаждения, формы разрушаются.
Больше половины отработавшего материала возвращается на формовочную операцию после очищения и восстановления.





Материаловед
Основными операциями изготовления литейных форм являются: уплотнение формовочной смеси для получения точного отпечатка модели в форме и придание форме достаточной прочности; устройство вентиляционных каналов для вывода газов из полости формы; извлечение модели из формы; отделка и сборка формы.
В зависимости от размеров, массы и толщины стенки отливки, а также марки литейного сплава его заливают в сухие, сырые или химически твердеющие формы. В сырых формах изготовляют мелкие и средние отливки. В других случаях перед сборкой полуформы высушивают на всю глубину или на 20…30 мм от поверхности, обеспечивают химическое твердение смеси в опоке.
Формы изготавливаются вручную, на формовочных машинах и на автоматических линиях.
Ручная формовка применяется для получения одной или нескольких отливок в условиях опытного производства, в ремонтном производстве, для крупных отливок массой 200…300 тонн.
Приемы ручной формовки: в парных опоках по разъемной модели; формовка шаблонами; формовка в кессонах.
Формовку в опоках по разъемной модели отливки применяют, когда модель не имеет плоской поверхности.
Формовку осуществляют в следующей последовательности (рис. 5).

Изготовление формы в парных опоках по разъемной модели
Рис. 5. Изготовление формы в парных опоках по разъемной модели: а – отливка; б – изготовление нижней полуформы; в – изготовление верхней полуформы; г – форма, готовая к заливке; 1 – вентиляционные каналы; 2 – нижняя опока; 3 – нижняя часть модели; 4 – модельная плита; 5 – модель стояка; 6 – выпор; 7 – верхняя половина модели; 8 – верхняя опока; 9 – стержень
Нижнюю половину модели, не имеющую центрирующих шипов 3, и модели питателей ставят плоскостью разъема на модельную плиту 4. Устанавливают нижнюю опоку 2. На модель наносят облицовочную формовочную смесь толщиной 40…100 мм, после чего смесь уплотняют вокруг всей модели. Остальной объем опоки заполняют наполнительной смесью. Ручной или пневматической трамбовкой смесь уплотняют сначала у стенок опоки, а затем в средней части, после добавления смеси выше края опоки уплотняют концом трамбовки. Излишек формовочной смеси срезают линейкой вровень с кромкой опоки. Душником накалывают вентиляционные каналы 1, улучшающие газопроницаемость формы (рис. 5, б).
Опоку с заформованной в ней половиной модели поворачивают на 180° и разъемом вверх устанавливают на модельную плиту. Формовочную смесь по разъему заглаживают гладилкой. На нижнюю половину модели по центрирующим шипам устанавливают верхнюю половину модели 7 и модели стояка 5, шлакоуловителя выпоров 6. Поверхность разъема формы посыпают тонким слоем сухого кварцевого песка, для того чтобы формовочная смесь в верхней опоке не прилипала к смеси в нижней опоке. Верхнюю опоку 8 устанавливают по центрирующим штырям на нижнюю опоку. Затем производят наполнение и уплотнение смеси в верхней опоке. После уплотнения трамбовкой срезают излишки смеси, выполняют вентиляционные каналы, вокруг стояка гладилкой прорезают литниковую чашу (рис. 5, в).
Модели стояка и выпоров раскачивают и удаляют из верхней полуформы. Верхнюю опоку снимают, переворачивают на 180° разъемом вверх и устанавливают на предварительно подготовленное место. Из полуформ после легкого раскачивания удаляют половины моделей и модели питателей и шлакоуловителя. Обе формы отделывают и припыливают серебристым графитом (если в форму заливают чугун), тальком или цементом для получения отливок с чистой поверхностью.
Иногда при изготовлении сложных отливок одна плоскость разъема не позволяет извлечь модель из верхней и нижней полуформ. В этом случае применяют формовку в трех и более опоках, т.е. форма имеет две и больше поверхностей разъема. В ряде случаев вместо дополнительного разъема на модели делают отъемные части или устанавливают наружные стержни.
Формовка шаблонами применяется для получения отливок, имеющих конфигурацию тел вращения в единичном производстве.
Шаблон – профильная доска. Изготовление формы для шлаковой чаши (рис. 6, а) показано на рис. 6.

Формовка шаблонами
Рис. 6. Формовка шаблонами: а – отливка; б – оснастка для формовки; в – оформление наружного контура; г – изготовление верхней полуформы; д – оформление внутреннего контура; е – форма, готовая к заливке; 1, 4 – шаблоны; 2 – шпиндель; 3 – серьга; 5 – упор; 6 – верхняя опока; 7 – подпятник
В уплотненной формовочной смеси вращением шаблона 1, закрепленного на шпинделе 2 до упора 5 при помощи серьги 3, оформляют наружную поверхность отливки (рис. 6, в) и используют ее как модель для формовки в опоке верхней полуформы 6 (рис. 6, г). Снимают серьгу с шаблоном, плоскость разъема покрывают разделительным слоем сухого кварцевого песка, устанавливают модели литниковой системы, опоку, засыпают формовочную смесь и уплотняют ее. Затем снимают верхнюю полуформу. В подпятник 7 устанавливают шпиндель с шаблоном 4, которым оформляют нижнюю полуформу, снимая слой смеси, равный толщине стенки отливки (рис. 2.6, д). Снимают шаблон, удаляют шпиндель, отделывают болван и устанавливают верхнюю полуформу (рис. 2.6, е). В готовую литейную форму заливают расплавленный металл.
Формовка в кессонах.
Формовкой в кессонах получают крупные отливки массой до 200 тонн, не требующие высокой точности.
Кессон – железобетонная яма, расположенная ниже уровня пола цеха, водонепроницаемая для грунтовых вод.
Формовочную смесь уплотняют вокруг модели с помощью пневматических трамбовок или пескометом, а при изготовлении небольших отливок модель вдавливают в заранее подготовленный слой формовочной смеси.
Механизированный кессон имеет две подвижные и две неподвижные стенки из чугунных плит. Дно из полых плит, которые можно продувать (для ускорения охлаждения отливок), и кессона. Кессон имеет механизм для передвижения стенок и приспособлен для установки и закрепления верхней полуформы.
Машинная формовка
Машинная формовка используется в массовом и серийном производстве, а также для мелких серий и отдельных отливок.
Машины позволяют механизировать две основные операции формовки (уплотнение смеси, удаление модели из формы) и некоторые вспомогательные (устройство литниковых каналов, поворот опок и др.). Повышается производительность труда, улучшается качество форм и отливок, снижается брак, облегчаются условия работы.
По характеру уплотнения различают машины прессовые, встряхивающие, пескометы и другие.
Уплотнение прессованием может осуществляться по различным схемам, выбор которых зависит от размеров формы моделей, степени и равномерности уплотнения и других условий.
В машинах с верхним уплотнением (рис. 7, а) уплотняющее давление действует сверху.

Схемы способов уплотнения литейных форм при машинной формовке
Рис. 7. Схемы способов уплотнения литейных форм при машинной формовке:
а – прессованием; б – встряхиванием;
1 – цилиндр; 2 — поршень; 3 – стол; 4 – модельная плита с моделью; 5 – опока; 6 – наполнительная рамка; 7 – прессовая колодка; 8 – траверса
Модельную плиту 4 с моделью укрепляют на столе 3. Устанавливают опоку 5 с наполнительной рамкой 6, затем в нее насыпают формовочную смесь. При подаче сжатого воздуха в нижнюю часть цилиндра 1 прессовый поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 с моделью поднимается. Прессовая колодка 7, закрепленная на траверсе 8, входит в наполнительную рамку 6 и уплотняет формовочную смесь в опоке 5. После прессования стол с модельной оснасткой опускают в исходное положение.
У машин с нижним прессованием формовочная смесь уплотняется самой моделью и модельной плитой.
В некоторых машинах прессование осуществляется одновременно с вибрацией. Песчинки смеси совершают колебания с малой амплитудой и большой частотой, трение между ними и о боковые стенки опоки уменьшается. В результате прессование происходит эффективнее, смесь уплотняется более равномерно. Можно использовать более высокие опоки.
Более равномерное уплотнение формовочной смеси достигается при использовании в качестве уплотняющего органа машины эластичной диаграммы или многоплунжерной прессовой головки.
Уплотнение встряхиванием происходит в результате многократно повторяющихся встряхиваний (рис. 7, б).
Под действием сжатого воздуха, подаваемого в нижнюю часть цилиндра 1, встряхивающий поршень 2 и стол с закрепленной на нем модельной плитой 4 с моделью поднимается на 30…100 мм до выпускного отверстия, после выхода сжатого воздуха стол падает и ударяется о преграду. Формовочная смесь в опоке 5 и наполнительной рамке 6 уплотняется в результате появления инерционных сил. Число ударов стола о преграду – борта пневматического цилиндра – составляет 30…50 в минуту. Способ характеризуется неравномерностью уплотнения. Наиболее сильно уплотняются нижние слои, непосредственно прилегающие к модельной плите. По мере удаления от плиты степень уплотнения уменьшается. Уплотнение верхних слоев достигается допрессовкой.
Изготовление форм основано на формообразовании и придании им определенной прочности за счет разности давлений с внешней стороны формы (атмосферного) и внутренней, между частицами песка.
Модельная плита имеет вакуумную полость. В модели имеются сквозные отверстия диаметром 0,5…1 мм, совпадающие с отверстиями в плите. Модельную плиту с моделью закрывают нагретой термопластичной полимерной пленкой. В воздушной коробке насосами создается вакуум 40…50 кПа, под действием которого пленка прилипает к модели и модельной плите. Затем устанавливается опока с сухим кварцевым песком, который уплотняется с помощью вибраций.
На верхнюю поверхность помещают разогретую пленку, плотно прилегающую к опоке, и в опоке образуется вакуум. Полуформу снимают с модели. Аналогично изготовляют вторую полуформу. При установке стержней, сборке формы, заливке ее металлом и в период затвердевания отливки в полуформах сохраняется вакуум. При заливке металла пленка, оформляющая рабочую полость формы, сгорает, образуя противопригарное покрытие. Верхняя пленка остается.
После охлаждения отливки до заданной температуры вакуум снимается, и отливка свободно удаляется из опок. Песок используется многократно.
При применении этого способа формовки отпадает необходимость в связующих материалах и выбивных устройствах, увеличивается срок службы моделей, так как нет контакта модели с песком, снижается брак по газовым раковинам, обеспечивается высокое качество поверхности.
Уплотнение пескометомосуществляется рабочим органом пескомета – метательной головкой (рис. 8).
Внутри кожуха головки 1 с большой скоростью вращается ротор с одной или двумя лопатками 3. Формовочная смесь подается в головку непрерывно транспортером 2. Пескомет обеспечивает засыпку смеси и ее уплотнение. При вращении ротора со скоростью 1000…1500 мин–1, формовочная смесь 5 лопатками 3 через отверстие 4 выбрасывается в опоку со скоростью 30…60 м/с. При падении за счет силы тяжести смесь уплотняется. Метательная головка может перемещаться над опокой. Пескомет – высокопроизводительная формовочная машина, его применяют при изготовлении крупных отливок в опоках и кессонах.

Уплотнение смеси пескометом
Рис. 8. Уплотнение смеси пескометом: 1 – кожух; 2 – транспортер; 3 – лопатка; 4 – отверстие; 5 – формовочная смесь
Формовка на автоматических линиях
Созданы высокопроизводительные формовочные линии, в которых механизированы все операции. В состав автоматических и полуавтоматических формовочных линий входят формовочные машины, которые бывают однопозиционными проходными и многопозиционными карусельными.
На однопозиционных проходных машинах все операции формовки осуществляются последовательно: обдув модели воздухом, подача смеси в опоку, уплотнение, снятие полуформы с модельной плиты и подача ее на приемное устройство.
Многопозиционные карусельные машины имеют четыре и более позиций, расположенных через равные интервалы на круглом столе. На всех позициях одновременно выполняются различные технологические операции.
Безопочная автоматическая формовка
Используется при изготовлении форм для мелких отливок из чугуна и стали в серийном и массовом производстве.
Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 9).

Изготовление безопочных литейных форм
Рис. 9. Изготовление безопочных литейных форм: а – изготовление формы; б – форма, готовая к заливке; 1, 3 – модельные плиты; 2 – головка; 4 – плунжер;5 – полость; 6 – ковш; 7 – отливка
Модельная плита 1 закреплена на прессовой машине, модельная плита 3 – на плите противодавления.
Формовочная камера заполняется смесью с помощью сжатого воздуха из головки 2. Уплотнение осуществляется при перемещении модельной плиты 1 плунжером 4. После уплотнения поворотная модельная плита 3 отходит влево и поворачивается в горизонтальное положение. Полуформа перемещается плунжером 4 до соприкосновения с предыдущим комом, образуя полость 5. Затем производят заливку металла из ковша 6. После затвердевания и охлаждения отливок формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси. Смесь поступает на переработку и повторное использование, а отливки – в обрубное отделение.
Изготовление стержней
Изготовление стержней осуществляется в ящиках вручную или на специальных стержневых машинах из стержневых смесей. В основном используются пескодувный и пескострельный методы, реже встряхивание.
Изготовление стержней включает операции: формовку сырого стержня, сушку, окраску сухого стержня. Если стержень состоит из нескольких частей, то после сушки их склеивают.
Ручная формовка осуществляется в стержневых ящиках.
Стержни можно изготовить в неразъемных и разъемных ящиках. Наиболее часто используют разъемные ящики, состоящие из двух частей, которые центрируют с помощью шипов и втулок и скрепляют скобами, струбцинами, барашками или эксцентриками.
Рабочую полость стержневого ящика очищают от пыли и остатков смеси.Кистью или пульверизатором наносят разделительное покрытие. По центрирующим шипам и отверстиям части ящика соединяют и скрепляют скобами. Ящик устанавливают на щиток и наполняют стержневой смесью, смесь уплотняют. В стержень вводят каркас из стальной проволоки. Ящик полностью заполняют смесью и уплотняют ее. После окончательного уплотнения смеси ее излишки срезают, торцы стержня заглаживают гладилкой, а затем в них выполняют вентиляционные каналы. Готовый стержень извлекают из стержневого ящика.
Для придания стержням необходимой прочности используются арматурные каркасы из стальной проволоки (в средних стержнях) или литого чугуна (в крупных массивных стержнях). Каркас не должен ухудшать податливость стержня, его вентиляцию и выбиваемость. Его укладывают на определенном расстоянии от поверхности стержня.
Наиболее простые по конфигурации стержни изготавливают в неразъемных ящиках.
Готовые стержни, за исключением химически твердеющих, подвергаются сушке при температуре 200…230 0С для увеличения газопроницаемости и прочности. Во время сушки из стержня удаляется влага, частично или полностью выгорают органические примеси. Режим сушки выбирают с учетом состава стержневой смеси и размеров стержня.
Контроль стержней заключается в проверке размеров шаблонами или другими инструментами. Также оценивают качество поверхностей – определяют наличие трещин, заусенцев и т.д.
Склеивают стержни и исправляют дефекты вручную с помощью специальных приспособлений.
Окраску осуществляют с помощью пульверизатора или окунанием ровным слоем толщиной не более 1…1,5 мм. После подсушки стержни передают на склад.
При использовании смесей с синтетическими смолами, стержни изготовляют в металлических ящиках, нагретых до 250…350 0С. Заполнение ящиков стержневой смесью осуществляется или свободной засыпкой, или с помощью пескодувных машин. Твердение стержней в оснастке повышает их точность и прочность.
Изготовление стержней из жидкостекольных смесей состоит в химическом отверждении жидкого стекла путем продувки стержня углекислым газом. После продувки стержни отделывают и окрашивают самовысыхающими красками. Этим способом изготовляют средние и крупные по массе стержни.
Процесс изготовления стержней из холоднотвердеющих смесей исключает операции уплотнения смеси и тепловую сушку, сокращает трудоемкость и цикл изготовления.
В состав таких смесей кроме песка входят фурановые смолы и отвердитель (ортофосфорная кислота). Отвердитель вводят в смесь перед заполнением ею стержневого ящика. Стержень выдерживают в ящике 2…15 мин. При достижении достаточной прочности стержень извлекают из ящика, и окончательное отверждение его происходит на воздухе. При использовании этих смесей должна быть обеспечена хорошая вентиляция помещения.
Сборка литейной формы
Качество сборки формы определяет точность геометрических размеров отливки, образование заливов, трудоемкость обрубки.
Сборка литейной формы включает: установку нижней полуформы; установку стержней; контроль отклонения размеров основных полостей формы; установку верхней полуформы.
Нижнюю полуформу устанавливают на заливочную площадку. Из полости полуформы сжатым воздухом выдувают сор и пыль, попавшие при извлечении модели и отделке полуформы.
В полость полуформы в определенной последовательности устанавливаются стержни 9, устойчивое положение которых обеспечивается стержневыми знаками (рис. 5, г). В некоторых случаях используют специальные металлические подставки – жеребейки. Правильность установки стержней проверяют контрольными шаблонами или другими приспособлениями.
Одновременно со стержнями устанавливают внутренние холодильники и строго их фиксируют относительно стенок формы и стержней.
Осуществляют контроль отклонения размеров основных полостей формы, проверяют элементы литниковой системы, устанавливают фильтровальные сетки, очищают от загрязнений выпоры.
Нижнюю полуформу накрывают верхней. Точность совмещения нижней и верхней полуформ обеспечивается центрирующими штырями.
Источник https://milling-master.ru/litejnye/mashinnaya-formovka-litejnyh-form.html
Источник https://www.wagner-sinto.de/ru/produkcija/opochnye-formovochnye-mashiny-i-linii.html
Источник https://armrinok.ru/splavy/tehnologiya-litejnogo-proizvodstva.html