Станок для производства саморезов
Содержание
Станок для производства саморезов

Стоит сразу отметить, что технологическая цепочка может включать в себя различное оборудование, но мы поговорим о базовом. То есть о том, без чего не получится изготовить продукцию. Во-первых, сюда входит холодновысадочный станок. Он выполняет формировку головки и тела.
Помимо этого, нужно установить и резьбонакатный агрегат, собственно и наносящий резьбу. Несмотря на то что устройство данного оборудования довольно сложное, разобраться в нём не составит труда. Главное — это правильно его настроить. Как уже было отмечено выше, ценовой диапазон зависит от производительности.
Как вы видите, эти два станка только и нужны. Конечно, есть смысл устанавливать закалочную печь (автоматическая), после этого готовые саморезы поступают на мойку
Стоит обратить внимание, что последний этап, то есть очистка, также не требует участия человека.
Технология производства саморезов
Производство саморезов состоит из нескольких шагов:
- Промежуточная заготовка. В станок поступает сырьё (обычно используется проволока с определённым диаметром) и нарезается по необходимой длине самореза. С помощью холодновысадочного процесса сжимается шляпка.
- Изделие попадает на конвейер и отправляется в станок. Там виброзахватами попадает в следующий станок, где будет наноситься резьба на будущий саморез.
- Производится термическая обработка и мойка.
- Наносятся антикоррозионные покрытия при помощи химической обработки.
- Сушка – завершающая обработка в процессе получения самореза.
- Саморезы проходят контроль качества и упаковку.
Для всех этих стадий необходимо несколько различных станков и оборудований.
 Линия по производству саморезов
Линия по производству саморезов
Оборудование для производства саморезов

Среди самых разных материалов, которые применяются для ремонтных и для строительных изысканий, отдельно можно сказать о саморезах. На сегодняшний день они не просто считаются сильно нужным видом товаров, они востребованы повсюду. А потому изготовление саморезов будет сильно популярным видом современного дела и приносить стабильную прибыль. Оборудование для производства саморезов потому весьма и весьма востребованно. Его делают западные и российские производители, чтобы у потребителя всегда был выбор, что именно приобретать. Оборудование для производства саморезов включает в себя:
1. Волочильный стан, который эксплуатируется для изготовления тонких прутков. Практически он являет из себя печку, изнутри которой расположены специальные фильеры с уменьшающимися дырами. Раскаленные и мягкие прутики из металла проходят через ряд фильеров: таким образом готовят пруток необходимого размера.
2. Холодновысадочный автомат в качестве оборудования для производства саморезов обрубает прутки и формирует головки (шляпки) самореза. Аппарат сразу же прокалывает в шляпке шлиц для закрутки отверткой или шуруповертом.
3. Резьбонакатный автомат в качестве оборудования для производства саморезов делает на деталях резьбу. Шаг и вид резьбы регулируются устанавливанием необходимых плашек: таким образом, для каждого типа саморезов будут нужны разные плашки. При этом саморезы разной длины и диаметра (в нужных параметрах) может делать один и тот же резьбонакатывающий аппарат.
4. Закалочная печь в качестве оборудования для производства саморезов эксплуатируется для закаливания размягченных саморезов. Для этого эксплуатируют закалочную печь, в которое металл разогревается до девятисот градусов, затем немного охлаждается (это позволяет снимать внутренние напряжения в металле), а затем наравляется на линию для мойки, где и охлаждается под напором эмульсии.
5. Ванны для нанесения антиокисляющего покрытия в качестве используются для покрытия саморезов методом гальваники. Технология нанесения зависит от типа нужного покрытия, однако в любо случае нужно несколько моек с реагентом и источник постоянного тока.
6. После обрабатывания в мойках готовые изделия нужно просушить. Для этого берется агрегат для просушки потоком горячего воздуха. Оборудование для производства саморезов приобрести на обычном рынке не получится. Слишком сложные это агрегаты, требующие грамотного подбора и доставки. Продаются станки или на заводах-производителях, или в специализированных компаниях, способных помимо предложения основного поставщика подобрать и станки других брендов, в том числе и зарубежных. Лучше всего станки для саморезов приобретать у известных поставщиков. Купить Оборудование для производства саморезов В Ростове-на-Дону, Краснодаре по хорошей цене очень просто: сделайте заказ по телефону или электронной почте.
Потенциальные потребители метизной продукции
- строительные организации, включая малые бригады по отделочным работам;
- предприятия выпускающие бытовую технику;
- мебельные цеха, вплоть до частных небольших мастерских;
- производственные предприятия связанные с выпуском строительно-отделочных материалов;
- рынки со строительным ассортиментом;
- торговые организации как крупные (оптовые), так и небольшие магазины.
Наиболее вероятными и удобными в сотрудничестве окажутся крупные и средние строительные, промышленные и мебельные организации, а также оптовые торговые предприятия и крупные строительные магазины.
Преимущества работы с ними:
- работа осуществляется по долгосрочным договорам;
- возможность получать предоплату под выпуск будущей продукции;
- постоянный источник сбыта;
Работа с небольшими предприятиями, на стадии становления производства, должна основываться только на принципе предварительной оплаты.
Реализация и отсрочка платежа невыгодна по нескольким причинам: большой выручки малые организации не принесут, но в случае задержек платежей, будет потрачено значительное количество времени на получение долгов, чем на занятие своим основным производством.
Пошаговый план организации бизнеса по производству саморезов
Для того чтобы создать прибыльное предприятие, специализирующееся на изготовлении саморезов, необходимо следовать следующим рекомендациям опытных бизнесменов:
- На начальном этапе создания своей фирмы нужно провести маркетинговые исследования рынка данной продукции в вашем регионе. Вы должны знать все о своих будущих конкурентах. Сколько они производят саморезов, какое качество данных изделий, удовлетворяется ли спрос населения и т.д. Следующий важный момент – это сбор и анализ информации о представителях целевой аудитории. Ваша цель – узнать, есть ли на рынке свободная ниша, определить сильные и слабые стороны конкурентов, а также понять, как можно заинтересовать потенциальных покупателей.
- Обязательно подготовьте реальный бизнес-план. Он нужен не только для личного использования, но и для получения кредитов в банке или привлечения инвесторов и партнеров. Кроме того, данный финансовый документ покажет, сколько денег нужно для начала деятельности и дальнейшего развития фирмы до момента, когда вы достигнете «точки безубыточности»
- Если собственных финансовых средств не достаточно, необходимо найти дополнительный источник инвестиций. Это может быть банковский кредит или ссуда физических лиц, а также привлечение новых партнеров.
- Решите все юридические вопросы. Выберите оптимальную организационно-правовую форму для вашей деятельности. Оформите все необходимые документы.
- Следующий важный момент – это поиск помещения и приобретение необходимого оборудования. Если на начальном этапе у вас не хватает финансовых средств для покупки оборудования с высокой производительностью, купите мини-станки или попробуйте найти хорошую лизинговую компанию, чтобы получить оборудование и платить за него частями.
- Организуйте разноплановую рекламную компанию (в СМИ, интернете и т.д.).
- Составьте штатное расписание и решите вопрос с персоналом.
- Заключите договора с поставщиками сырья.
- Если это необходимо, откройте счет в банке и сделайте печать.
Можно завести специальный блокнот, чтобы составить план всех организационных вопросов, а затем, фиксировать в нем все, что сделали на протяжении дня/недели.
Необходимое оборудование
Оборудование для изготовления саморезов довольно дорогие. Учитывая то, что саморезы в 1,5 – 2 раза дороже гвоздей, имеет смысл задуматься о производстве гвоздей, поскольку это потребует гораздо меньших вложений в производство, а спрос на гвозди даже превосходит спрос на саморезы.
Итак, для того чтобы полностью собрать линию по производству саморезов, понадобится:
Волочильный станок
Он нужен для того, чтобы изготовить особые прутки нужной длины на первой стадии производства. Такой станок представляет из себя оборудование в виде печи, в которой располагаются фильеры с уменьшающимися отверстиями.
Заранее разогретые до нужной температуры, прутки пропускаются через такое оборудование, благодаря чему получается пруток необходимого диаметра. Что бы волочильное оборудование не перегревалось, оно постоянно подвергается охлаждению эмульсией.
Холодновысадочное оборудование
Главная задача этого автомата – обрубить пруток и сформировать шляпку. Данный станок также выковывает в шляпке особое отверстие, для закручивания отверткой. Все сырье, которое сюда поступает делится на равномерные заготовки, из каковых впоследствии будет сформирована головка самореза.

Станок для накатки резьбы
Это оборудование оснащено плашками, благодаря которым и происходит нарезка. В зависимости от того, как отрегулируются плашки, форма и шаг нарезки будут разнообразной. Для каждого типа самореза потребуются отдельные плашки.
Оборудование для закалки
Станок, где совершается закалка называется закалочной печью. В среднем температура закалки колеблется от восемьсот семидесяти до девятьсот двадцати градусов. Незакаленный саморез мягкий и не
годен к применению. Для этого, их специально нагревают, а затем тут же охлаждают, для того что бы металл стал твердым.
Охлаждение после закаливания необходимо для того, что бы немного снять внутреннюю твердость металла. После этого, саморез отправляется на этап, где производится мойка, а также окончательно охлаждение эмульсией.
Оборудование для нанесения гальваники
Как правило, это оборудование состоит из пяти – десяти ванн, наполненных особыми растворами. Мойка самореза в ваннах происходит по очереди и с закономерностью. Оборудование мойки состоит из барабана и первой ванны с обезжиривателем. Вторая ванна наполнена фосфатным раствором, третья – раствором, насыщенным оксидами.
Станок для сушки саморезов
В его роли выступает центрифуга, производящая сушку самореза после мойки.
Станок для упаковки
Как правило, саморезы складываются в пакеты от десяти до ста штук в каждом. Для оптовой торговли саморезы формируются по ящикам. Цена оснастки для упаковки определяется типом упаковки.
Пути реализации
Рекомендуется задействовать все возможные пути реализации:
- заключить долгосрочные договоры со строительными компаниями;
- работать со специализированными организациями (например, по производству окон, дверей, мебели);
- сбывать продукцию в строительные магазины и сети;
- взаимодействовать с частными подрядчиками.
Продумайте ценовую политику. Разумно низкие цены на качественную продукцию – очевидный способ получить лояльных клиентов. Также рекомендуется продумывать различные акции, побуждающие клиентов покупать больше и чаще.
Разработайте ассортимент. Начните производить и сбывать саморезы нескольких разновидностей, определите востребованные и сосредоточьтесь на них. В качестве доптоваров можно изготавливать гвозди, анкеры.
Расчет окупаемости
Посчитаем окупаемость и рентабельность по бизнес плану саморезов:
- Сумма первоначальных инвестиций составляет 2,51 млн руб.
- Общая сумма расходов в месяц – 350 тыс. руб.
- Операционная линия производительностью 180 — 200 шурупов в минуту в 1 смену (8 часов) в течение 22 дней (месяц) изготовит 1,9 — 2,1 млн шт. саморезов. При средней цене за 1 саморез – 25 копеек месячная выручка составит 475 — 525 тыс. руб.
- За вычетом ежемесячных затрат чистая прибыль — 125-175 тыс. руб.
- Выйти на точку безубыточности можно за 15-20 месяцев.
Полностью окупить первоначальные затраты получится примерно за 1.5 года. Затем предприниматель начнет получать стабильный высокий доход. Однако такой прогноз сбудется только при постоянном производстве и сбыте изготовленной продукции.
При грамотной организации производственного процесса вам удастся создать такой же крепкий бизнес, как крепки профили, собранные с применением ваших шурупов. Приведенный в статье бизнес план по производству саморезов поможет вам лучше понять особенности изготовления крепежных инструментов, расскажем об основных этапах создания мини завода и нюансах, важных для достижения успеха.
Сбыт продукции
Даже несмотря на то, что саморезы – вещь, пользующаяся постоянным спросом, каналы сбыта в любом бизнесе играют первостепенную роль. Для поиска оптовых постоянных покупателей следует сделать мониторинг всех, работающих в регионе магазинов по продаже строительных материалов; компаний, занимающихся строительством; и, фабрики, занимающиеся производством мебели.
Как и везде, особое значение для оптовых покупателей здесь имеют цена и качество изделий. Второстепенные факторы – предложение скидок постоянных клиентам, и «приятных бонусов» в виде бесплатной доставки, и т.д.
Думаю, что вы и сами сообразите, что к чему. А сегодня на этом все. Желаю успехов!
ОБОРУДОВАНИЕ ДЛЯ ФОРМИРОВАНИЯ СВЕРЛА ДЛЯ ВИНТОВ САМОНАРЕЗАЮЩИХ


Особенности оборудования для формирования сверла саморезов и шурупов
- Оборудование производит саморезы и формирует сверло.
- Спецификация: высокая скорость, стабильность, долговечность.
- Материал: оборудование производит саморезы из нержавеющей стали марки SUS304, углеродистой стали марки SAE1018.
- Комплектация: станок может быть укомплектован стойкой для подачи болванок саморезов. Это позволяет сохранить рабочее пространство и повысить эффективность производства. Стойка может быть совмещена одновременно с холодновысадочным и резьбонарезьбом оборудованием для производства и формирования пера саморезов.
- Набор инструментов.
Технические характеристики оборудования для формирования сверла саморезов и шурупов
| Модель | RG14-125AN | RG14-127AN | RG14-203AN |
| RG14-125AN-2S | RG14-125AN-2S | RG14-203AN-2S | |
| Главный мотор | 7.5 л.с.x 6 фаз | 7.5 л.с.x 6 фаз | 7.5 л.с.x 6 фаз |
| Инвертор | 5.5 кВт | 11 кВт | 11 кВт |
| Напряжение | 220 Вт /380Вт x3 фазы | 220 Вт /380Вт x3 фазы | 220 Вт /380Вт x3 фазы |
| Принцип работы | Пневматический | Пневматический | Пневматический |
| Контроллер | ЧПУ DC24 Вт | ЧПУ DC24 Вт | ЧПУ DC24 Вт |
| Автоматические системы | Автоматическая сис-ма регистрации неисправностей | Автоматическая сис-ма регистрации неисправностей | Автоматическая сис-ма регистрации неисправностей |
| Вибро подающее устройство | Ø620 мм | Ø720 мм | Ø850 мм |
| Производительность | 120 |
Винт самонарезающий со сверлом




ДОПОЛНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ОБОРУДОВАНИЯ
Стойка для подачи материала на станок
 |  |  |
ОБОРУДОВАНИЕ ДЛЯ ВЫСАДКИ (ПРОИЗВОДСТВА) САМОРЕЗОВ И ШУРУПОВ В ПОЛУЗАЩИТНОМ КОЖУХЕ
Модели оборудования для производства саморезов с полу-защитным кожухом сравнительно проще в эксплуатации по сравнению с моделями в защитном кожухе, и более экологически чистые. В настоящее время данное оборудование является самым популярным выбором среди наших клиентов. Холодновысадочное оборудование в полу-защитном кожухе представлено станками больших и средних размеров, идеально подходит для производства высококачественных больших и микроскопических винтов, применяемых в машинном оборудовании, автомобилестроении, фото-электронике, точной электронике (iPhone), электротехнике, автомобильной промышленности и др.
Крепёжная продукция данного оборудования выдерживает удары и вибрацию.
О ведущих производителях оборудования
Основным поставщиком отдельных станков и линий является Тайвань, продукция фирм «FOB» и «LianTeng» предлагает разную комплектацию оборудования с варьированной производительностью, от чего зависит его стоимость. Станки и линии от тайваньских поставщиков имеют доступную цену при лучшем качестве.
Китай представлен в этом секторе фирмами «FET», Innor Machinery, станки которых имеют средние показатели производительности. Качества тайваньских компаний фирмы Китая пока не достигли, зато цена практически на одном уровне.
Оборудование России и Украины в этом секторе пока не достигло уровня Тайваня, хотя приобрести его возможно.
Бизнес по производству саморезов имеет смысл начать с приобретения оборудования б/у, заменить которое можно после наработки рынков сбыта и получения прибыли желаемого размера. В любом случае, это направление перспективное.
Смотрите видео о производстве саморезов
Какое оборудование выбрать
На нашем рынке дилеры предлагают оборудование производства Тайвань и Китай. Лидерами являются бренды LV Machinery, FOB, LianTeng. Линии состоят из нескольких блоков. Благодаря этому можно контролировать процесс изготовления после каждого этапа. Компоновать оборудование можно свободно. Производители отечественных саморезов отмечают, что это оборудование достаточно надежно. Оно практически не выходит из строя при умелом и грамотном обращении.

Оборудование для производства саморезов марки FOB
Цена технологических линий зависит от скорости изготовления и размерного диапазона изделий. На самых дорогих станках можно изготовить в минуту до 250 штук готовых саморезов. Оборудование дешевле дает возможность выпускать около 80 саморезов в минуту.
Еще стоимость линий зависит от ассортимента, который можно на ней производить. Определяет его длина самой заготовки и шаг резьбы. Чем больше вариантов позволяет настроить оборудование, тем оно дороже. Есть линии, которые после перенастройки позволяют изготавливать шурупы, винты и дюбеля. Если в будущем планируется увеличение объемов производства и номенклатуры готовой продукции, то стоит рассмотреть для покупки такие модификации. На перспективу лучше покупать новое оборудование. Бу станки могут подвести.
Начинающим промышленникам можно порекомендовать холодновысадочные станки марок:
| 1 | VH5/60 и RN2/6 (LV Machinery) |
| 2 | YН2076 (FOB) |
| 3 | YН1564 (LianTeng) |
| 4 | Z12-5 (Сandid) |
| 5 | ID5 X 85 в связке с ID6 Х 130 (INNОR) |
Цена первого – 22 тыс. у.е, второго – 13,5 тыс. у.е. В минуту они способны производить 120-160 штук продукции соответственно. Качество продукции соответствует отечественным стандартам. Цена оборудования позволяет окупить инвестиции за сравнительно малые сроки.
Существуют и европейские модели такого оборудования. Однако стоимость их в семь-восемь раз превышает тайваньские и катайские аналоги. В последнее время стоит обратить больше внимания и на китайские станки. Их качество, производительность и другие специальные характеристики не уступают тайваньским моделям, но привезти их в Россию намного проще. Цена на китайское оборудование приблизительно такая же.
Как вариант можно рассматривать станки украинских изготовителей. Холодновысадочный аппарат АБО 216 способен производить в минуту 160 изделий. Цена его около 15,5 тыс. долларов, а по качеству он ничем не уступает китайским и тайваньским аналогам. Но
Сейчас станки из Украины в Россию не привезти, виной этому санкции.
Плюсы предприятия
Почему выгодно организовывать мини-завод по выпуску саморезов:
- Большой «срок годности» продукта. Он может храниться годами, и при отсутствии хороших продаж на старте, вы не потеряете деньги на испортившемся товаре. Главное – обеспечить сухость в месте, отведённом под склад;
- Оптовый сбыт. Подобная продукция закупается исключительно оптом, поэтому нет необходимости работать с мелкими и розничными покупателями;
- Стабильность. В этой нише нет понятия «распиаренности» бренда или жесткой ценовой конкуренции. Как правило, закупщики товара сотрудничают с одним заводом годами. Для получения стабильного дохода требуется наладить продажу в 2-3 места;
- Дешевизна обустройства цеха. Несмотря на дорогостоящее промышленное оборудование, сам цех не требует огромных вложений. Достаточно найти дешёвое помещение на окраине города;
- Отсутствие особых требований к квалификации персонала. Все станки просты в работе и обслуживании, любого работника можно научить ими пользоваться за несколько дней. Не требуется нанимать профессионалов и платить зарплату выше средней.
Технология производства
Станок для нарезки саморезов
Как сырье обычно используется нержавеющая или углеродистая сталь, а также латунь. Как правило, это сырье представляется специальным нарезанным кругляком или проволочной бухтой. Поставщиков данных материалов найти легко. В России производят достаточное количество металлопроката. Поэтому есть возможность выбора завода, который территориально располагается ближе к цеху.
Чтобы понять, какого рода линии по производству саморезов необходимо приобрести, нужно рассмотреть процесс производства данного изделия по этапам. Данная технология называется – холодная штамповка.
| 1 этап | Необходимо протянуть стальную катанку. Операции происходят на волочильных станках. Основой являются ряды из фильер разных по диаметру. Металлический стержень, который проходит через них уменьшается постепенно в диаметре. Техника оснащена системой охлаждения. |
| 2 этап | Нарезать заготовки на заданную длину. Формование шляпок на холодновысадочных станках. |
| 3 этап | Происходит транспортирование заготовки на установку для накаток резьбы. Для этого необходимо использовать специальный конвейер. Они идут с захватами для заготовки. |
| 4 этап | Продукт доставляется в печь, где происходит закалка при температуре 930 градусов. После этого, температура прогрессивно снижается. Это необходимо делать для однородного снятия плоскости натяжения металла. Далее, саморез поступает на линию для мойки. |
| 5 этап | Необходимо нанести гальваническое покрытие. Используют для этого небольшое количество ванн. В них происходит заготовка поверхностей и непосредственно нанесение антикоррозийных слоев. В завершающей ванне устанавливается цинковый анод. |
| 6 этап | В специальной центрифуге происходит сушка. Это предпоследний этап промышленного процесса. |
| 7 этап | Финальным этапом становится контроль качества изделия и его упаковка. |
Как показывает практика, техники для производства очень много. Купить одну установку для изготовления саморезов нереально. Это целая большая технологическая линия. На сегодняшний день почти все процессы в линиях автоматизированы. Управление такой техникой, возможно, одним оператором.
Сколько можно заработать на производстве саморезов
В нашей стране эти изделия изготавливаются не только для собственных нужд, а и импортируются в другие страны. Несмотря на это, внутренний спрос удовлетворяется только на 75%. Машиностроение в этой области еще может развиваться. Саморезы – это универсальное крепежное изделие, которое пользуется достаточно стабильным спросом.
Бизнес специалисты характеризуют как рентабельный на уровне 150%. Для его начала нужно около 1 млн. рублей. Мощности оборудования этой ценовой категории достаточно для выпуска двух миллионов изделий в месяц. Наценку можно устанавливать на уровне 200%. Годовой оборот небольшого завода обычно составляет около 4 млн. рублей.
Волочильный и холодновысадочный стан
Первая часть такого оборудования – волочильный стан, который изготавливает тонкие прутки из металла, который используется в качестве сырья.
Так как эти прутки в процессе изготовления не нагреваются до высокой температуры, то такое оборудование, которое используется для производства саморезов, не нуждается в постоянном охлаждении. Станок не нагревает металл, он его просто вытягивает, пропуская проволоку через волоки.
На следующем этапе изготовления прутки попадают во второй из основных компонентов производственной линии – холодновысадочные станки, которые проводят нарезания прутков на отрезки требуемой длины, которая равна длине самореза. Кроме самого разрезания заготовок на нужные отрезки, этот станок выполняет еще одну важную функцию – он также формирует шляпку будущего самореза. Одновременно с этим в головке проделывается шлиц, при помощи которого саморез можно будет закручивать шуруповертом или отверткой.
Подача металлических прутков из холодновысадочного станка осуществляется при воздействии его пружинных механизмов и смазочной жидкости. В результате этого болванка по специальному желобу попадает в поддон следующего станка производственной линии.
Технология производства
Процесс изготовления саморезов автоматизирован. Оборудование отвечает за весь производственный процесс. Необходимое сырье – стальная проволока (металлопрокат).
Опишем процесс производства продукции по методу холодной штамповки:
- Делаем заготовки. Из металлопроката нарезаем равные по длине отрезки (болванки).
- Формируем шляпки, наносим резьбу. Фактически получаются готовые саморезы.
- Изделия помещаем в печь, где они закаляются для повышения прочности.
- Саморезы промываем для устранения помех при дальнейшей обработке.
- На чистые саморезы напыляем антикоррозийное покрытие.
Готовая продукция становится высокопрочной, способной в течение долгого времени выдерживать негативное воздействие окружающей среды.
Технология производства саморезов
На заводе изготовление происходит по методу холодной штамповки.
Основные этапы
Сырьевой материал проходит несколько этапов обработки, прежде чем превратится в готовый продукт:
- Формирование заготовки, или болванки с помощью холодновысадочного станка. На данном этапе изделие приобретает нужную длину, наконечник, головку;
- На резьбонакатном станке нарезается стержневая резьба.
Для повышения качества продукции можно добавить процессы закаливания поверхности для повышения прочности изделия и антикоррозионную обработку. После этого товар упаковывается. Распространена фасовка по полиэтиленовым пакетам по 250, 500 и 1000 штук.
Ассортимент
Хороший автомат для производства саморезов способен изготавливать несколько типов винтов, отличающихся по таким характеристикам, как длина, резьба и вид головки. Для повышения спроса стоит выбрать несколько типов: например, универсальные, кровельные, для разных материалов (металл, гипсокартон, древесина), востребованы винты для сэндвич-панелей и оконных профилей.
Производственное помещение
Производственная площадка должна соответствовать условиям пожарной безопасности, защиты от травм и всем санитарным нормам. Она должна быть достаточной по размеру, чтобы разместить на ней всё оборудование для изготовления саморезов и обеспечить свободный доступ к отдельным модулям производственной линии. Ориентировочно необходимо помещение не менее 500 – 600 кв. метров.
Основные требования к будущему мини-цеху включают в себя:
- удаленное от жилого комплекса расположение, лучше всего за городской чертой из-за шума;
- наличие подъездной дороги, допускается с гравийным покрытием;
- наличие силовой электросети, так как потребляемая мощность операционной линии до нескольких десятков киловатт;
- необходимы коммуникации: приточно-вытяжная вентиляция, вода, канализация.
Многие арендуют простаивающие площади производственных цехов на крупных предприятиях.
Применение метизной продукции
Применяются саморезы при разных направлениях и сферах. Производство может обеспечить не одну строительную компанию или оптового клиента. Основные потребители метизной продукции:
- Организации по строительству, крупные и малые бригады.
- Производства по выпуску бытовой и промышленной техники.
- Цеха по изготовлению мебели, небольшие мастерские.
- Рынки, которые представляют строительную продукцию.
- Крупные торговые организации.
Завод по изготовлению метизной продукции
Показатели рентабельности метизного бизнеса всегда остаются на высоком уровне. Открытие производства на слабо конкурентом рынке позволит окупить оборудование менее, чем за полгода в строительный сезон. Стоит отметить, что приобретаемое оборудование не столь подвергается износу, поэтому вложения будут приносить прибыль долгие годы. Строительные работы всегда будут существовать в обиходе человечества, ремонт помещений различного типа не может быть произведен без соответствующих материалов.
Этапы производства
Производство самореза не столь отличается от изготовления гвоздя, тем не менее, имеются некоторые нюансы. Технологическая цепочка производства выглядит таким образом:
- на первом этапе происходит создание «болванок». Сырье, из которого будет изготовлен будущий саморез, нарезается в соответствии с нужной длиной будущего изделия.
- на втором этапе, после того как будет отрезана нужная длина изделия, происходит создание шляпки и нанесение резьбы. Для высадки шляпки необходим холодновысадочный станок;
- после того, как будет сформирована шляпка, «болванки» направляются в бункер, после которого, посредством специальных захватов направляются на станок, который выполняет нанесение резьбы;
- после сформированой шляпки, саморез отправляют в печь для закалки. В среднем температура в такой печи составляет около девятьсот двадцати градусов. После этой печи, саморез отправляется в печь с более низкой температурой, что бы сбросить напряжение металла. После закаливания “полуфабрикаты” оправляются на мойку;
- на последнем этапе, на саморез наносится особое напыление, оберегающее его от коррозии. Для нанесения гальванического покрытия используются параллельно установленные ванны. Саморезы по очереди опускаются в ванны со специальным антикоррозийным раствором, и на последней ванне он обрабатывается финишным электролитом, который состоит из цинковых анодов.
После мойки, используется станок для сушки самореза в виде центрифуги. После выходит уже полностью готовое изделие.
Кроме этих пяти этапов, может быть еще одна стадия, на которой станок для осуществления контроля качества проверяет изготовленный саморез и отправляет его на линию для упаковки.Все это производство может вестись благодаря работе всего одного оператора.
После того, как будет произведена настройка, оборудование может работать самостоятельно в автоматическом режиме.
Бизнес-план по анализу производства саморезов
В этом теоретическом проекте проводится анализ всех операций, начиная от поставки сырья, закупа оборудования для производства и заканчивая сбытом продукции.
Основные составляющие бизнес-плана
Самый первый шаг, который необходимо сделать – это провести исследование рынка на предмет спроса на продукцию, которую предполагается выпускать. Выявляется это анализом потребности торговых сетей, рынков и производства: строительных организаций, машиностроения и мебельных предприятий. Данные фиксируются, они понадобятся для дальнейших расчётов рентабельности производства.
Совет: изучая рынок саморезов, полезно определить, какое количество представлено отечественной продукцией, какое приходится на импортный товар.
Второй шаг – выявить наиболее спрашиваемые позиции. Это определит с чего начинать производственный процесс: закупать станки с узкой специализацией на ассортиментное наполнение или ставить полноценную производственную линию.
Может получиться так, что сначала выгоднее поставить производство на небольшой ассортимент. По мере развития, постепенно улучшать и увеличивать мощности по выпуску продукции, путём приобретения более совершенных станков.
Пример:
-
- при монтаже гипсокартона на металлопрофиль самый применяемый – это острый оксидированный саморез по металлу длиной 25 мм;
- для крепления фанеры наиболее употребляемы острые оксидированные саморезы длиной 45…55 мм.
Очередной шаг – выбор места под будущее производство.
 К расположению будущего мини-цеха есть ряд требований:
К расположению будущего мини-цеха есть ряд требований:- наличие подъездных путей, минимум — автодорога с гравийным покрытием;
- обеспечением силовой энергосетью, — потребляемая мощность производственной линии может достигать нескольких десятков киловатт;
- к площадке должны быть подведены системы канализации и водоснабжения;
- на общей площади территории необходимо разместить производственную линию с удобным доступом ко всем станкам; проездные пути должны обеспечить свободный подвоз и обратную транспортировку, соответственно, исходного сырья и готовой продукции.
Из вышесказанного следует, что оптимальное решение — это будет аренда площади в простаивающих производственных цехах, мастерских.
Предварительные данные по аренде и затратам на энерго -, водо-, теплоснабжение также необходимо занести на бумагу.
Выбор производимого ассортимента продукции.
Выпускаемая номенклатура влияет на быстроту окупаемости проекта:
- чем шире будет представлен ряд метизной продукции, тем больше будет потенциальных потребителей производственной продукции, а соответственно, оборот капитала ускориться;
- более широкий выпускаемый ассортимент, автоматически предполагает наличие производительных станков, но с более высокими затратами на их приобретение.
Примечание: величина номенклатуры будущей продукции и, следовательно, необходимая производственная линия, взаимосвязаны со спросом на метизы.
- Важная, но необходимая часть затрат – это заработная плата персоналу. На производстве, как правило, принята сдельно-премиальная система материального вознаграждения, — иными словами: «больше сделали – больше получили».
Совет №1: на этапе подъёма производства, первые полгода лучше использовать твёрдую тарифную сетку, с постепенным переходом на более прогрессивные методы оплаты.
Совет №2: на квалификации работников экономить не целесообразно. За счёт своего опыта, профессиональный мастер сможет выполнить работу быстрее и с лучшим качеством.
Экономические расчёты по сырью
Стоимость исходного материала – важная компонента в конечной цене самореза. Но не всегда дёшево – значит хорошо.
- Во-первых: цена на сырьё должна учитывать транспортные расходы на доставку до места производства.
- Во-вторых: добротный, качественный металл не может сильно отличаться от средней цены по рынку.
Если это так, то металл или не соответствует требованиям ГОСТа, или возникает вопрос о происхождении продукции.
Примечание: при далеко идущих планах, лучше ориентироваться на надёжных и зарекомендовавших себя поставщиков, которые смогут обеспечить ритмичность поставок, и, при дальнейшей успешной работе, смогут предоставлять различные отсрочки по оплате исходной продукции.
Отдельным абзацем необходимо рассмотреть вопрос сбыта продукции. Без налаживания устойчивого сбыта, затея по организации производства саморезов обречена на провал.
Бизнес-план производства
Прежде чем начать производство саморезов как бизнес, нужно в первую очередь взвесить и просчитать все будущие затраты
Для этого очень важно составить бизнес-план производства саморезов.
Предстоят следующие единоразовые расходы:
- оборудование от 250 тысяч рублей;
- сырье для производства от 50 тысяч рублей;
- инвентарь для производства от 10 тысяч рублей;
- оформление документов от 15 тысяч рублей.
Также нужно учесть следующие ежемесячные расходы:
- аренда помещения от 4 тысяч рублей;
- заработная плата рабочим от 60 тысяч рублей;
- закупки сырья от 30 тысяч рублей;
- оплата коммунальных услуг от 15 тысяч рублей.
Итого первоначальные вложения будут составлять от 325 тысяч рублей и к ним следует добавить ежемесячные расходы в размере от 109 тысяч рублей. Итого для начала подобного бизнеса нужно иметь на руках минимум 450 тысяч рублей.
В зависимости от мощности производства окупаемость затрат будет составлять от одного года до полутора лет.
Инвестиции
Основная статья расходов на открытие бизнеса – операционная линия по производству шурупов, которая работает в автоматическом режиме. Автоматика дороже, но выгоднее в долгосрочном плане. Не придётся нанимать большой штат.
Расходная статья Стоимость, руб. Регистрация 10 тыс. Аренда помещения, 100 кв. м 50 тыс. Оборудование 2 млн Сырье, мес. норма 150 тыс. Заработная плата, 4 чел. 100 тыс. Дополнительные расходы 200 тыс. Итого 2,51 млн Стоимость аренды помещения указана при условии работы в городе с населением до 500 тыс. чел. Помещение арендуем уже готовое к работе, не требующее крупного ремонта. Затраты на все подготовительные работы учтены в дополнительных расходах.
Сколько денег нужно для открытия предприятия по выпуску саморезов
Предприниматели, которые давно занимаются производством саморезов и хорошо знают все нюансы данного бизнеса, утверждают, что для старта вам понадобиться 250-350 тыс. рублей. Этой суммы хватить для регистрации фирмы, приобретения мини-станков, аренды помещения, закупки сырья и оплаты труда персонала, пока предприятие не выйдет на уровень самоокупаемости. Если вы планируете создать настоящий завод по выпуску саморезов, тогда вам понадобится сумма от 1-го млн. долларов.
Вы размышляете над тем, куда лучше сделать вложения и какой бизнес начать? Смотрите наши бесплатные курсы по инвестициям и заработку. Возможно, они помогут выбрать вам правильный путь или подскажут новую идею для заработка.
Автомат для формирования резьбы и закалочная печь
Линия по производству саморезов
Резьбонакатный автомат, как ясно из названия, нарезает на заготовках будущих саморезов резьбу. Форма резьбы вместе с ее шагом регулируется путем установки в автомат специальных плашек требуемых параметров. Поэтому для каждого вида саморезов используются разные плашки. Но при этом независимо от диаметра и длины, которую должны иметь саморезы, они могут изготавливаться на одном и томе же автомате такого типа. Точность и жесткость нарезания резьбы достигается использованием специальных захватывающих механизмов.
Саморезы, которые не проходили закаливания, совсем непригодны к использованию в силу своей мягкости. Чтобы сделать их прочными, они цементируются, т.н. «процесс цементации».
Внутри такой печи саморезы нагреваются до 900 градусов Цельсия, затем несколько охлаждаются, что способствует снятию внутреннего напряжения в металле. После этого практически готовые саморезы отправляются на моечную линию, где их резко охлаждают струи эмульсии.
В принципе, даже имея в своем распоряжении только вышесказанное оборудование, можно уже производить достаточно качественные саморезы, полностью готовые к использованию.
Но чтобы такая продукция могла достойно конкурировать с самыми известными производителями, производственная линия должна иметь также и специальные станки, в которых осуществляет нанесение на детали антикоррозийного слоя, сушки готовой продукции и ее расфасовки по пакетам.
Бизнес
В Российской Федерации данная продукция изготавливается не только для личных потребностей, но импортируется в иные страны. Однако спрос внутри страны удовлетворен лишь на 70%. Машиностроение в этой сфере еще будет развиваться. Саморез является универсальным крепежным изделием, которое имеет достаточно стабильный спрос.
Специалисты характеризуют данный бизнес как рентабельный на уровне 55%. Для его начала необходима линия по производству саморезов, цена которой около 650 тыс. рублей. Мощности техники этого ценового диапазона достаточно, чтобы выпустить два миллиона изделий за месяц.
Наценка может быть на уровне 95%, потому что годовой оборот маленького завода, как правило, составляет примерно 5 миллионов рублей.
Первые шаги в организации домашнего производства
 Зарегистрировав свое предприятие и определившись с производительной мощностью, необходимо выбрать помещение и рассчитать первоначальные инвестиции.
Зарегистрировав свое предприятие и определившись с производительной мощностью, необходимо выбрать помещение и рассчитать первоначальные инвестиции.Расчет первоначальных инвестиций напрямую зависит от:
- объемов выпускаемой продукции;
- стоимости приобретенного оборудования;
- закупочных цен на сырье.
Большая часть инвестиций суммы будет направлена на покупку оборудования. В зависимости от производительности станка и его стоимости, объем инвестиционного капитала может варьироваться. Лучшие варианты станков по цене, для производства шурупов в домашних условиях будут приведены ниже.
Домашний производственный цех
Далее необходимо определиться с помещением. Если вы располагаете достаточным капиталом, при этом у вас есть возможность арендовать хорошее помещение, где будет происходить полный цикл производства, то это будет гораздо удобней для вас. Вы сможете разграничить дом и работу. Однако не всегда на начальных этапах хватает денег на аренду, поэтому многие начинают заниматься изготовлением шурупов дома в гараже. Это вполне подходящие условия для данной бизнес идеи.
Для производства шурупов в домашних условиях подойдет гараж, который имел бы площадь не менее 18 м2. Он должен быть оснащен хорошей вентиляционной и отопительной системой. Производственное помещение должно быть хорошо организовано, а общая обстановка должна соответствовать всем правила охраны труда.
О расходах и доходах
Статьи бизнес-плана (расходы/доходы) будут зависеть от многих параметров. Вот примеры основных из них.
Постоянные и переменные затраты/издержки открытия мини-завода саморезов:
- регистрация ИП в государственных органах, накладные расходы, включая расходы на открытие расчетного счета в банке – 3000 рублей;
- организация цехового помещения: косметический, возможно, капитальный ремонт, настройка коммуникаций, вентиляции – можно уложиться в 500 000 рублей;
- закупка оборудования, примеры: резьбонакатный китайский автомат CTR6HN для саморезов, шурупов и болтов интернет-магазин реализует по $13000, 150 – 330 шт/мин; 3-х позиционный станок этой же марки с производительностью 250 шт/мин стоит значительно дороже $70000; холодно-высадочный станок-автомат с максимальной длиной заготовки в 52 мм здесь же можно купить за $13000 и т.д.;
- доставка, монтаж оборудования – 5% от его стоимости;
- аренда помещения оплачивается ежемесячно, зависит от размеров площади;
- коммунальные платежи, связь и другие;
- расходные материалы (смазка, химические реактивы);
- сырье для производства;
- заработная плата сотрудникам;
- налоговые отчисления.
Оборудование для производства лучше подбирать с знающими людьми, посмотреть существующие мини производства. Для наших расчетов примем, что стоимость необходимого оборудования с учетом доставки и монтажа составляет 3 000 000 рублей. Для минимизации расходов можно посмотреть б/у оборудование.
Итого год Покупка оборудования 3000000 Ремонт 500000 Оборотные средства 878090 Организационные расходы 3000 Всего расходов 4381090 Саморезы бывают по длине от 11 до 200 мм. Самые популярные по цвету – черные. Рассмотрим производство черных саморезов по дереву 3,5*16. Подходящим материалом для производства будет проволока по ГОСТ 5663-79, сталь 10-20 группы осадки 66. В расходах необходимо учесть потерю проволоки до 10% при производстве.
Примем, что максимальный объем производства – 150 изделий в минуту. Тогда при 8-ми часовом рабочем дне будет произведено 8*60*150*1,2/1000=86,4 килограмм саморезов. 1,2 грамм – вес одного самореза. Выручка от продажи поступает с задержкой 1 месяц, первые 3-4 месяца работы удается заключить договоры на поставку саморезов только на 50% от планируемого производства, потом выход на плановый объем.
Итого Итого 1 год 2 год Выручка от продажи саморезов 3991680 6842880 Всего выручка 3991680 6842880 Расчетные цифры переменных и постоянных расходов.
Итого Итого 1 год 2 год Постоянные расходы Заработная плата 530000 600000 Налоги ФОТ 159000 180000 Арендная плата 1100000 1200000 Амортизация 3500000 0 Услуги бухгалтера 70000 84000 Переменные расходы Материалы для саморезов 1598478 1918173 Прочие материалы 213840 342144 Коммунальные расходы 211200 230400 Транспорт 60000 72000 Реклама 50000 60000 Страховые ИП 80094 118110 Прочие переменные расходы 100000 120000 Всего затрат 7672611 4924827 На основе имеющихся данных сделаем расчет чистой прибыли от реализации саморезов.
Итого Итого 1 год 2 год Выручка предприятия 3991680 6842880 Себестоимость производства 7672611 4924827 Валовая прибыль -3680931 1918053 Проценты по кредиту 0 0 Прибыль до налогообложения -3680931 1918053 Налоги 39917 134264 Чистая прибыль -3720848 1783789 Чистая прибыль с нарастающим итогом -3720848 -1937059 Горизонт планирования нашего бизнеса – 2 года. Окупаемость 33 месяца. По мере роста производительности труда, увеличения сбыта продукта себестоимость товаров начнет снижаться. Он станет более привлекательным для клиентов. Доход пойдет в гору.
Удачи в бизнесе!
Оформление документов для производства саморезов
Еще на подготовительном этапе организации своего бизнеса вы должны решить, какая организационно-правовая форма является для вас приоритетной. В этом вопросе необходимо учитывать следующие факторы:
- Предполагаемые объемы производства. Если это будет небольшой цех, который ориентирован на изготовление и реализацию саморезов в пределах своего региона, тогда можно работать, как ИП. Для большого завода лучше оформить документы ООО.
- Количество партнеров, принимающих участие в бизнесе. Регистрировать ИП можно только в том случае, если кроме вас нет других учредителей.
- Для того чтобы заключать сделки с серьезными покупателями, например, с сетью строительных супермаркетов или большой мебельной фабрикой, нужно иметь документы ООО.
- Если вы боитесь потерять свое имущество, в результате банкротства, тогда необходимо регистрировать ООО. Учредители юридического лица несут ответственность за свою деятельность только в пределах уставного фонда и имущества фирмы. У ИП, в случае краха бизнеса, могут конфисковать квартиру, дом или машину, в счет погашения его долгов.
Обязательно запомните, что для организации и последующей деятельности фирмы, которая специализируется на производстве саморезов, не нужны дополнительные разрешения и лицензии.
Особенности производства саморезов
При запуске производства саморезов необходимо учесть несколько важных моментов:
- Доступность сырья.
- Доставка материала не должна быть слишком долгой.
- Заранее определиться с ассортиментом и возможностями сбыта.
- Исходя из финансовых условий приобрести оборудование.
- Арендовать помещение, позволяющее вести работы в правильных условиях.
При этом, отправной точкой всех рассуждений должен быть именно ассортимент и его реализация. Под него приобретается оборудование, под планируемые объемы арендуется помещение, налаживаются поставки материала.
Оборудование может быть как новым, так и Б/У, единственное требование — если оно сборное, то желательно, чтобы станки были от одного производителя и соответствовали друг другу по своим возможностям и производительности. Наиболее верным решением было бы приобретение линии, поскольку все агрегаты там подобраны самым лучшим образом. Кроме того, линии более компактны, они проще в обслуживании и надёжнее в работе. Отдельные станки, вполне применимые сами по себе, могут быть непригодны для работы в составе производственного цикла в силу несоответствия характеристик с остальным оборудованием, чего с линией быть не может.
Определяющим фактором для выбора стратегии бизнеса является финансовое состояние предпринимателя. Ограниченность ресурсов подталкивает к нежелательным действиям, приобретению сомнительного оборудования, материала. С этих позиций лучше ограничиться необходимым минимумом оборудования, но максимально надёжного, которое позволит впоследствии докупить понемногу все остальные приспособления.
Считается, что бизнес по производству саморезов — высокорентабельный и лишен многих рисков, свойственных другим направлениям.
Основные затраты, разовые и текущие
Для промежуточных расчётов и окончательного составления бизнес-плана в финансовый анализ учитываются следующие расходы:
- стоимость основного и вспомогательного оборудования с учётом доставки, монтажа и подключения;
- аренда помещения за каждый месяц;
- затраты на электро-, водоснабжение за один календарный месяц;
- заработная плата сотрудникам;
- накладные расходы на химические реактивы, смазочные материалы;
- налоговые отчисления;
- ежемесячные затраты на сырьё;
- регистрация во всех фискальных органах для начала деятельности;
- выплата банковских процентов;
- накладные расходы (колеблются в пределах 5…25% от ежемесячных текущих расходов).
Сведя все эти числа к приведённым ежемесячным расходам, можно оценить примерный средневзвешенный объём выпускаемой продукции.
Для таких расчётов необходимо ориентироваться на 25…100 видов номенклатурного ассортимента и отпускную цену, ниже на 10…15% от предполагаемой, — по предварительным договорённостям с клиентами.
Полученные данные – это минимальная рентабельность производства. Она будет расти по мере увеличения сбыта, соответственно – роста производства и снижения себестоимости продукции.
Конкретные числа по затратам не приводятся сознательно – в каждом регионе свои стартовые возможности по организации бизнеса.
При вдумчивом подходе, тщательном анализе рынка, хорошей организации производства срок окупаемости составит, на сегодняшний день, от 1 года до 3 лет.
Станислав Матвеев
Автор бестселлера «Феноменальная память». Рекордсмен Книги Рекордов России. Создатель тренингового центра «ЗапомниВсе». Владелец интернет-порталов в юридической, бизнес и рыболовной тематиках. В прошлом владелец франшизы и интернет-магазина.
Сотрудники цеха
Нанимая рабочих на своё производство, особое внимание стоит уделить их квалификации. Несмотря на то что оплата труда квалифицированных рабочих выше, вы всё равно сможете существенно сэкономить
Более квалифицированный мастер сможет производить качественную продукцию за более короткое время. А это, в свою очередь, приведет не только к уменьшению затрат, но и повысит престиж вашей продукции благодаря повышению её качества.
Заработная плата рабочих может быть как фиксированной, так и зависеть от количества произведённой продукции. В начале деятельности производства, когда рынок сбыта ещё не налажен, стоит предложить рабочим фиксированную оплату и небольшие премиальные в случае выполнения плана производства. Потом, когда у вас уже будут налажены каналы сбыта, вы сможете перевести сотрудников на сдельно-премиальную заработную плату, которая будет стимулировать их на производство большего количества продукции с высоким качеством.
Как делают саморезы
Технологическая линия выпуска саморезов включает ряд ключевых участков. Обычно в качестве сырья выступает проволока стандартизированного диаметра. Ее подают на станок, формирующий полуфабрикат в автоматическом режиме. Нарезка формируется в соответствии с заранее установленной длиной продукта. Следующим этапом является холодновысадочный процесс, итогом которого становится прессование шляпки самореза.
Посредством конвейера заготовки отправляются на станок, который будет выделять на заготовке резьбу. После этого готовый саморез проходит этап термообработки и мойки. Предпоследней стадией процесса производства является химобработка, после которой на поверхности изделия появляется антикоррозионное покрытие. Затем саморез подвергается сушке, а также подвергается проверке качества.
Соответствующие нормам саморезы пакуются и отправляются на склад, откуда уже производится распределение между покупателями по потовым или розничным ценам. При достижении определенных результатов и появлении первых контактов со строительными фирмами можно наладить изготовление пеноблоков в домашних условиях. Это позволит расширить ассортимент материалов, а через налаженные деловые контакты получить первых клиентов.

Особенности производства саморезов

- Все начинается с сырья для станка. В России есть множество поставщиков, потому проблем с поиском и покупкой не возникает. Стоимость также демократичная. Это во многом позволяет именно в России организовать подобный бизнес. Сырье — это проволока нужного диаметра, которая поступает на станок. Здесь происходит формирование промежуточной заготовки. Будущие саморезы нарезаются на нужную длину. Холодновысадочный процесс создает шляпки.
- Далее по конвейеру отрезки попадают к оборудованию с виброзахватом. Они перенаправляют заготовки к станку, который делает резьбу.
- Тут саморез практически готов, но сначала он проходит термическую обработку и мойку в станке.
- Предпоследний этап — обработка саморезов химическими составами. Это придает саморезам антикоррозийные свойства.
- Завершает процесс формирования саморезов сушка. После этого остается только проверить изделия на качество.
Процесс изготовления саморезов дает понять, что для создания требуется не один агрегат. Разные станки для производства, объединенные в одну линию, создают необходимые условия для изготовления.
Необходимое оборудование
Схема принципа работы
Стоимость закупаемого оборудования во многом зависит от того, кто является производителем станков, какое вы приобретаете сырье, и сколько агрегатов входит в состав производственной линии саморезов.
Не стоит пытаться обойтись одним станком. Для полноценного изготовления саморезов требуется пять основных компонентов.
- Холодновысадочные станки. Стоимость станка формируется на основе его производительности, автоматизации, возможностей по выпуску разных элементов. Самые простые варианты производят только однотипную продукцию. Современные станки могут перенастраиваться под изготовление шурупов, винтов и пр. Во сколько обойдется его покупка, решать вам;
- На резьбонакатной установке происходит формирование резьбы. Меняя настройки, шаг нарезки может увеличиваться или уменьшатся. Это позволяет создавать крепежные элементы;
- Термозакалка саморезов. Саморезы обязательно должны пройти процедуру термической закалки. Для этого есть соответствующий станок. Если быть точнее, это печка. Заготовки прогревают до 1000 градусов Цельсия, после чего опускают в закалочную среду;
- Антикоррозийное покрытие саморезов создает гальванический агрегат. Он может включать одну или несколько ванн. Это влияет непосредственно на стоимость;
- Центрифуга. Обеспечивает завершающий этап производства, высушивая заготовки с помощью горячего воздуха. Она также смывает остатки химических составов со сформированных саморезов.
Сырье для саморезов
Для изготовления саморезов вам потребуется приобрести соответствующее сырье. Россия в этом компоненте оптимальный вариант, поскольку здесь вы найдете большое количество поставщиков.
Сырье представляет собой скрученные проволочные бухты или нарезанные элементы. Стоимость подобных болванок напрямую зависит от поставщика и типа стали, которую вы будете использовать для своих станков. Сколько и какого сырья вам потребуется — определяйте сами.
Самое распространенное сырье для саморезов выполнено из:
- Высокоуглеродистой стали;
- Латуни;
- Нержавеющей стали.
Россия обеспечивает самый крупный экспорт металлопроката в мире. Это обусловило привлекательную стоимость сырья. Не удивительно.
Станки
Выбор оборудования для саморезов основывается на том, что вы хотите получить. Некоторые желают организовать целое производство.
Рассмотрим некоторые особенности станков и их производителей.
- Самые востребованные на отечественном рынке станки — производства Тайвань. Именно Тайвань является родиной таких брендов как Lian Teng и FOB.
- Компания FOB широко известна в России. Несмотря на достаточно скептические настроения относительно станков из страны под названием Тайвань, на практике они демонстрируют великолепные возможности.
- Отличительная черта станков FOB — отказоустойчивость, модульные конструкции. Модульные станки позволяют сформировать определенную линию, которая будет отвечать требованиям заказчика.
- В зависимости от типа станка, количества входящих в производственную линию агрегатов, определяется стоимость. Стартовая цена составляет 2000 долларов.
- Есть и простейшие домашние модели, являющиеся полуавтоматическими. Это подразумевает необходимость оператора выполнять некоторые операции вручную. Для бытового применения этого вполне достаточно. К тому же цена может составлять 300-500 долларов.
- Если вы заинтересованы в массовом производстве, важно определить, сколько элементов они смогут изготавливать за определенный промежуток времени.
- Простейшие станки выпускают по 20-50 единиц саморезов за минуту. Современные, полностью автоматизированные многокомпонентные линии способны выдавать по 250 штук саморезов и более. На видео можно понаблюдать за этим процессом.
- Сегмент наиболее доступных станков ориентирован только на один тип продукции. Потому если вы захотите переключиться на другие крепежные изделия, придется выставить старый станок с заголовком «продам» и купить новый. Но более рациональное решение — приобрести представителя старшей линейки станков. Они позволяют путем незначительной перенастройки переключить оборудование на изготовление шурупов, винтов, гвоздей и пр. Это существенно расширит ваш ассортимент, а потому позволит принимать более активное участие при сбыте товара.
- Не только Тайвань присутствует на рынке подобных станков. Россия также представлена компанией СамСтал из города Самара. Стоит обратить внимание на компанию Купра, расположенную в городе Одесса. Они близки по ценам к тайваньским агрегатам, но по качеству несколько уступают.
- Есть европейские модели. Но рассматривать их как оптимальный вариант оснащения своего предприятия не стоит. При высокой стоимости, станки ничем не превосходят тайваньские агрегаты. Потому смысла переплачивать только за то, что это Европа, а не Тайвань, совершенно нет. При аналогичных возможностях, европейский станок обойдется в 400 тысяч долларов, а станок из Тайваня — в 150 тысяч. Разница существенная.
- Выбирая станок для производства саморезов, обязательно обращайте внимание на возможность его переоснащения отдельными блоками. Это позволит вам приобрести новый элемент линии, не затрагивая остальные компоненты. Если старый агрегат выйдет из строя или устареет, его замена обойдется намного дешевле, чем покупка целой линии. А прежний станок с заголовком «продам» можно будет отдать начинающему предпринимателю.
Саморезы — это незаменимые крепежные элементы. Как шурупы, болты, гвозди, они всегда будут востребованы. Сколько вы сможете производить, зависит от вашего мини производства.
Эффективность домашнего производства
Показатель эффективности такого бизнеса очень высокий. Происходит это из-за наценки, которая может доходить до ста процентов (зависит от рынка и конкуренции). В среднем этот показатель составляет пятьдесят процентов, отсюда видно, что такой бизнес очень выгодный. При хорошо налаженной линии сбыта можно окупить средства, вложенные в бизнес, уже за год.
Сфера строительства всегда будет актуальна. Даже при кризисе и невозможности строительства больших зданий, самый простой ремонт помещения будет происходить независимо от экономических ситуаций.
 Мини завод для производства саморезов
Мини завод для производства саморезовСтанки и оборудование саморезной продукции
По сути процесса, выпуск саморезов осуществляется на небольшой производственной линии. В её состав входят:
- Холодновысадочное оборудование. Условно, делится на две группы: с полузащитным кожухом и защитным кожухом. Отличаются производительностью, системой управления, автоматизацией, выпускаемым ассортиментом. Самые простые модели ориентированы на выпуск одного вида продукции.
Более дорогие станки позволяют расширить ассортимент до производства шурупов, винтов и других типов метизов. Производительность станков, в среднем, находится в диапазоне 40…250 шт/мин. Естественно, цены между простыми моделями и высокопроизводительными отличаются в несколько раз. Отдельные модели дополнительно могут формировать сверло на носике самореза. - Резьбонакатной станок. Обеспечивает накатку резьбы посредством плоской сменной плашки. Имеет возможность, в зависимости от модели, варьировать шаг резьбы.
- Термозакалочная печь. Придаёт саморезу поверхностную прочность по шкале Бринелля не менее 55 единиц. Процесс нагревания до температуры примерно 1000 градусов Цельсия длится около одной минуты с последующим охлаждением (отпуском) в специальной закалочной среде.
- Гальваническая линия. Предназначена для образования на поверхности самореза антикоррозионного покрытия. Это может быть оксидирование, фосфатирование и покрытие цинком. Состоит из нескольких ванн, где осуществляются электрохимические реакции по нанесению покрытий.
- Центрифуга. Осуществляет сушку горячим воздухом готовых саморезов после мойки от остатков химических растворов в процессе гальваники.
Покупка одного элемента, из всей производственной линии имеет смысл, если это замена полностью вышедшего из строя оборудования или с целью замены на более совершенный аппарат.
Для начала полного цикла по выпуску саморезов, следует производить экономические расчеты для всей технологической цепочки.
На рынке представлены несколько производителей из Европы, Китая и Тайваня. Если сравнивать по техническим параметрам, то, наиболее экономически выгодным, окажется приобретение производственной линии в Тайване. Можно скомбинировать и составить линию станков от разных производителей.
Например, можно встроить в процесс монтажа оборудования, холодновысадочный станок производства Украины (г.Одесса). Остальные станки взять тайваньского или китайского изготовления.
Прежде чем начинать какой-либо бизнес, необходимо проработать экономическую составляющую производственного процесса. Предварительный анализ возможных прибыльности или убыточности проекта описывается в бизнес-плане.
Реализация готовой продукции
Решать вопрос по организации каналов сбыта готовой продукции лучше всего ещё до начала производства, это поможет избежать накопления готовой продукции на складе, а соответственно «зависания» денежных средств.
Потенциальными каналами сбыта могут выступать как розничные строительные магазины, так и различные организации, занимающиеся производством мебели и строительством.
Наиболее выгодным способом реализации может стать сотрудничество со строительными организациями и производителями мебели. Но тут есть некоторые сложности, связанные с тем, что такие организации уже давно сотрудничают с поставщиками метизов. Чтобы «переманить» их на свою сторону вам нужно будет их заинтересовать различными бонусами, такими как:

- бесплатная доставка;
- низкая цена;
- отсрочка платежа и тому подобное.
При наращивании объёмов производства можно попытаться реализовывать свою продукцию через сети строительных магазинов или даже оптовые базы по продаже метизов
Но тут будет очень важно не прогадать с объёмами, которые от вас будут требоваться и тем, что вы сможете реально производить.
Также реализовывать свою продукцию можно и через небольшие магазины по продаже строительных материалов, различные мастерские, предприятия по выпуску бытовой технике и рынки строительных материалов.
Оборудование для подготовки исходного металлопроката к высадке
Подход к выбору исходного материала (а это – проволока) зависит от оптовых цен на металлопродукцию, которые сложились на ближайшей региональной металлобазе. Они, в свою очередь, зависят от диаметра проволоки, марки стали и объёма закупки.
 Принимая в качестве материала саморезов сталь 15 ГОСТ 1050-96, и при больших (свыше 1 тонны) объёмах разовой закупки, стоимость колеблется от 80…85 тыс. рублей за тонну (для диаметров 2,5 мм и более), до 88…90 тыс. за проволоку меньших диаметров.
Принимая в качестве материала саморезов сталь 15 ГОСТ 1050-96, и при больших (свыше 1 тонны) объёмах разовой закупки, стоимость колеблется от 80…85 тыс. рублей за тонну (для диаметров 2,5 мм и более), до 88…90 тыс. за проволоку меньших диаметров.Что выгоднее? Выгоднее закупить проволоку диаметра, несколько большего, чем максимальный диаметр стержня самореза, сократив тем самым число типоразмеров исходного материала.
При должной подготовке складского помещения (минимальная влажность, вентиляция, исключение резких температурных перепадов) хранение материала происходит без потерь.
Исключение составляют коррозионные процессы, которые происходят с металлом на стадии его транспортирования от производителя металла до металлобазы. Поэтому исходный металл придётся подвергать травлению.
Альтернативные варианты – производство саморезов из нержавеющей стали – здесь не рассматриваются, потому что себестоимость выпуска подобного крепежа заведомо окажется выше, чем произведенного на специализированных метизных предприятиях. Вдобавок стойкость инструмента, работающего по более прочной нержавеющей стали будет весьма низкой.
Травление исходного проката можно выполнять следующими путями:
- заказывать данный переход на каком-либо ином предприятии, поскольку травильные агрегаты в условиях малого бизнеса потребуют специального помещения, разрешения санитарной инспекции, дополнительных расходов на обеспечение безопасных условий труда и т.п.
- приобрести комплексные агрегаты, которые одновременно бы очищали поверхность разматываемой бухты проволоки от окалины и выполняли бы следующую операцию технологического процесса – волочение материала.
Ясно, что первый путь для условий малого бизнеса невыполним и неприемлем. Поэтому безальтернативно остаётся второй.
Отметим, что волочение позволяет уменьшать поперечное сечение исходного материала до 20…25%, с соответствующим повышением качества поверхности. Одновременно снижается число типоразмеров приобретаемого металлопроката, что положительно скажется на общей сумме первоначальных финансовых затрат.
Отечественное оборудование такого предназначения для целей малого бизнеса мало подходит, поскольку громоздко, и рассчитано на условия промышленного применения. Значительно более удачным вариантом является приобретение автоматизированного волочильного барабана от компании «IMachineTechnology» (Тайвань). Данное оборудование последовательно выполняет:
- Механическую очистку поверхности стальными щётками, взаимное расположение которых можно регулировать сообразно исходному диаметру обрабатываемой проволоки.
- Смывание отделённой окалины водой высокого давления.
- Нанесение подсмазочного покрытия, наличие которого на поверхности металла увеличивает стойкость волочильных фильер.
- Одно- или многопереходные калибровку и волочение проволоки.
Наиболее компактным типоразмером данного оборудования являются агрегаты вертикального исполнения модели GVY600Т (диапазон диаметров исходного материала 3…8 мм, мощность электродвигателя 25 л.с.).
Некоторые ценовые особенности станков для производства саморезов
Главными лидерами среди продаж станков, можно назвать такие марки как:
- FOB;
- INNOR;
- Candid;
- LianTeng.
Такое оборудование можно приобрести как в России, так и за рубежом. Модели отличаются друг от друга главным образом продуктивностью. Более простой станок отпускает в среднем от пятидесяти до семидесяти саморезов в минуту.
Более сложное оборудование способно произвести около двухсот пятидесяти саморезов в минуту. Согласно зависимости показателей продуктивности, будет зависеть и цена.
Оборудование, произведенное в европейских странах будет стоить в три, а то и в четыре раза дороже тайваньских. Более сложные аппараты, можно настроить не только на производство саморезов, но и на производство некоторых других составляющих для крепежа, в зависимости от установленных на станок функций.
Самая минимальная цена на простое оборудование стартует от девяноста тысяч рублей. В среднем, что бы закупить полностью установку для производства саморезов понадобится около пятисот тысяч рублей.
Если в нее включить систему за контролем качества, то придется потратить около одного миллиона рублей. Самостоятельно изготовить оборудование довольно проблематично. Нужно располагать отличными инженерными и техническими навыками.
Нужно помнить, что технологически современное оборудование это в первую очередь залог качества продукции, которая будет пользоваться хорошим спросом у покупателей.
Персонал
Преимущество автоматизации в том, что не приходится нанимать много работников. Изготовитель после поставки производит первоначальную настройку станков. Мастерам остается следить за их работой и обеспечивать непрерывность производственного процесса.
В смену потребуется не более двух-трех человек. Они должны пройти специальную подготовку, уметь обращаться со станками. Они же могут быть кладовщиками, доставлять сырье в цех, складировать готовую продукцию, выполнять погрузку в автомобиль.
Также потребуются водитель с автомобилем, бухгалтер (можно нанять по аутсорсингу), торговый представитель, который будет договариваться с сетями и строительными компаниями (эту работу в первое время может взять на себя сам предприниматель).
Финансовая сторона вопроса
Доходная часть
Чтобы понимать всю выгоду данной деятельности, необходимо осуществить несколько расчетных мероприятий.
- Количество производимых в сутки изделий – 140 единиц. Стоимость одной штуки – 20 копеек.
- Отсюда можно сделать вывод, что выручка в день будет равна 28 000 рублей, а в месяц показатель составит 600 000 рублей.
- За год производства и успешной реализации продукции можно рассчитывать на получение 7,5 млн. р.
Далее необходимо подсчитать сумму первоначальных затрат, необходимых для старта деятельности. Они также состоят из нескольких направлений, требующих особого внимания и подхода.
Первоначальные расходные направления
Первоначальные затраты состоят из нескольких пунктов, которые включают в себя следующие направления.
- Станки для саморезов – 600 000 рублей за штуку.
- Расходные материалы, 20 т. – 50 000 рублей.
- Другие виды сырья – 50 000 рублей.
- Дополнительные затраты – 300 000 рублей.
Итого, можно сделать вывод, что старт производства возможен при наличии суммы в 1 000 000 рублей.

Ежемесячные затраты
Чтобы развитие деятельности происходило успешно, каждый месяц необходимо нести определенные расходы (в нашей ситуации будет рассмотрено производство с одним станком). Они включают в себя несколько направленностей.
- Аренда помещения – 30 000 рублей.
- Заработная плата сотрудников – 100 000 рублей.
- Закупки сырья – 100 000 рублей.
В сумме в месяц для успешного ведения деятельности придется затрачивать порядка 230 000 рублей. Соответственно, чистая месячная прибыль от ведения деятельности будет равняться следующей величине:
600 000 – 230 000 = 370 000 рублей.
Теперь останется рассчитать срок, в течение которого данный проект оправдает себя, он будет равняться величине:
1 000 000 / 370 000 = 2,7 месяца.
Таким образом, спустя почти 3 месяца вложенные затраты окупятся, и предприниматель выйдет на частую прибыль. Конечно, можно приобрести и другие станки для производства саморезов российского производства, цена которых меньше и составляет порядка 300-400 т. р. Это позволит сэкономить на первоначальных затратах, а качество продукции не пострадает, поскольку изделия довольно качественные.
При подведении итогов можно отметить, что данный вид бизнеса является довольно прибыльным и не предполагает крупных капитальных вложений. Но в процессе производства будьте готовы к определенным трудностям. Поэтому важную роль играет грамотный подход к делу и рациональное определение любых вероятных рисков с целью предотвращения трудностей.
Если вы грамотно спланируете и организуете данный процесс, можете рассчитывать на оптимальный результат. Надеемся, приведенные расчеты помогут вам сделать первые шаги в этом деле.
Реализация готовой продукции
Когда в цехе установлена техника для производства саморезов нового поколения, то можно начать выпускать малыми партиями крепежи разных форматов, отличающихся друг от друга обликом головки, длиной, резьбой и шлицей. При сбыте товара легко определить тот вид, который наиболее востребован в конкретном регионе. Далее остается только увеличить размеры его производства.
Если хорошо поработать над составлением бизнес-плана, то можно придумать множество возможностей сбыта:
- идеальный вариант – это договориться с крупным торговым центром или со строительной компанией, можно заключить договор с фирмой по изготовлению дверей, например;
- на розничной торговле большой прибыли не получишь, лучше оптом, однако и этот способ продажи товара не стоит сбрасывать со счетов;
- частные подрядчики с удовольствием пойдут на сотрудничество с открывающейся фирмой по изготовлению саморезов при условии наиболее выгодных для них условий.
Начинать собственный бизнес лучше с низких цен на продукцию, чтобы привлечь клиентов.
Производители оборудования для изготовления саморезов
Современный рынок строительного оборудования предлагает достаточно много оборудования, на котором производятся качественные саморезы разного диаметра, длины и шага резьбы.
Самый высокий спрос имеет подобное оборудования, которое изготавливается компаниями KONNAR и FOB – вся их продукция отличается высоким качеством, надежностью и долговечностью в использовании.
Одна из самых популярных моделей станков для изготовления таких строительных приспособлений — RH-65B — позволяет производить немного больше сотни саморезов за одну минуту. Несмотря на такие высокие темпы производства, такая модель оборудования отличается высокой надежностью и простотой в эксплуатации, что подтверждают годы успешного использования.
Готовая продукция, изготовленная на этой модели, имеет самое высокое качество, поэтому может работать на достаточно высоком уровне точности. Но и стоимость подобной модели не очень низкая. Однако окупается оборудование RH-65B для производства станков за достаточно короткий срок благодаря экономичностью использования, в результате чего спрос на него в наше время достаточно высокий и все продолжает расти.
Проволока для производства саморезов
Любое производство требует оптимального сырья и технологии. Все виды и разновидности крепежей описаны ГОСТом, поэтому материал изделия должен соответствовать техническим параметрам. Различные характеристики металла позволяют производить целый ряд саморезов с отличными параметрами прочности, пластичности и химическому составу. Проволока для производства саморезов в большинстве случаев используется из высокоуглеродистой или нержавеющей стали.
Проволока для производства саморезов
При использовании станков для изготовления саморезов важно учитывать форм – фактор поставляемой проволоки. Наиболее предпочтительным вариантом является бобинный тип, такое устройство легко помещается на волочильный станок без предварительной подготовки
Химический состав металла должен отвечать многим требованиям, для саморезов по металлу используются более твердые сплавы, а для дерева пластичные. Условия использования продукта немаловажны, если строительные работы и крепежные элементы располагаются внутри помещения, обработка выполняется в несколько простых шагов и не столь важна.
Выбор помещения
Одним из значительных плюсов выбора в качестве бизнеса производства метизов, является то, что помещение для аренды не должно быть в центре города, вблизи больших потоков людей. Достаточно будет снять помещение соответствующего размера где-нибудь в промзоне или на окраине города, что значительно снизит затраты на аренду производственного помещения.
При выборе помещения необходимо обратить внимание на соответствие его требованиям, предъявляемым к помещениям для производства. . Перед установкой оборудования, нужно привести в порядок электрооборудование и электросети, снабжающие электричеством выбранное помещение
Перед установкой оборудования, нужно привести в порядок электрооборудование и электросети, снабжающие электричеством выбранное помещение.
Если печи для закалки саморезов будут работать на газе, то необходимо наличие газа в помещении и хорошей вытяжки для отвода продуктов горения. Потребление электричества производством будет значительным, поэтому электропитание должно быть не менее 380В и выдерживать значительные нагрузки на сеть.
Также очень желательно предусмотреть бытовки для рабочих, где бы они смогли переодеваться и принимать душ. Обязательно наличие санузла. И конечно же, помещение должно иметь систему отопления.
Наличие помещения для склада готовой продукции также очень желательно. Общая площадь производственного помещения, должна находиться в прямой зависимости от габаритов оборудования, установленного в цехе и должна быть примерно в два раза больше площади, занимаемой станками. При этом также должен быть свободный доступ к оборудованию с любой стороны.

Станки для производства саморезов цена
В сущности, сам процесс производства саморезов проходит на достаточно компактной территории, поскольку производственная линия относительно невелика. Можно выделить несколько вариантов комплектации. От варианта используемого оборудования зависит качество, а значит, и цена готовых саморезов.
Холодновысадочный станок представляет собой оборудование, которое можно разделить на две основные группы, которые используют полу- либо полностью защитный кожух. У них отличаются показатели производительности, общая система управления, возможность использования автоматизированных систем управления.Наиболее простые модели создаются с ориентировкой на изготовление одного конкретного вида продукции. Станки, которые относятся к категории среднего и высокого ценового сегмента, дают возможность проводить выпуск более широкого ассортимента саморезов. Цена при этом может достаточно сильно колебаться.
Резьбонакатной станок позволит создавать накатку резьбы посредством специальной сменной плашки. В зависимости от модели, появляется возможность изменять установленный шаг резьбы. Термозакалочная печь нужна для увеличения прочности самореза, которая по шкале Бринелля может составлять порядка 55 единиц и более. Сам процесс представляет собой нагрев до 1 тысячи градусов Цельсия в течение 1 минуты с дальнейшим охлаждением в закалочной среде.
Гальваническая линия используется для формирования на поверхности самореза специального антикоррозионного покрытия. Существуют самые разные варианты:
- фосфатирование;
- оксидирование;
- покрытие цинком и т.д..

Этот элемент производственной линии представляет собой несколько ванн, в которых протекают электрохимические реакции. На завершающей стадии необходима центрифуга, которая будет проводить сушку готового продукта горячим воздухом сразу после мойки. Цена может во многом отличаться, в зависимости от качества оборудования для линии изготовления саморезов, места выпуска, мощности и других факторов. Минимальные затраты на создание мини-завода составят 200-250 тысяч рублей. Сравните это с другими вариантами открытия собственного .
Если взять простейший вариант организации выпуска саморезов, то можно обойтись волочильным автоматом, которые доступны по 60-75 тысяч рублей, холодновысадочным аппаратом (80 тысяч рублей) и резьбонакатным станком (100 тысяч рублей). Оборудование полноценной линии с гальваническим покрытием и центрифугой обойдется в 1 млн рублей.
Совет: воздержитесь от приобретения дорогостоящего высокопроизводительного оборудования до тех пор, пока у вас не налажены линии сбыта готовой продукции. В ряде случаев имеет смысл купить б/у-оборудование
К последнему варианту стоит подходить с осторожностью, поскольку нет гарантии, что такие элементы производственной линии саморезов будут работать достаточно долго
Довольно часто предприниматели обращают внимание на станки изготовителей KONNAR и Fob. Оба этих производителя известны невысокой стоимостью станков
Основные вопросы организации производственной и коммерческой деятельности.
В случае отсутствия собственных денежных средств, необходимо обратиться в банк за кредитом. К рассмотрению вашей заявки банк приступит только при наличии содержательного бизнес-плана, и сможет выдать достойный кредит на организацию бизнес-проекта. Без подробного пошагового описания предстоящей деятельности не обойтись и в случае, когда начальный капитал уже имеется, и надо просто зарегистрировать юридическое лицо, это может быть, например, ИП (индивидуальный предприниматель) или ООО.
Технология изготовления саморезов простая, но ее следует скрупулёзно проанализировать, тщательно рассчитать заранее, до открытия фирмы.
Она напоминает способ производства обычного гвоздя. Отличие металлического крепежа в том, что стержень имеет головку и внешнюю резьбу.
Схема метода холодной штамповки:
- сначала сырьё в виде скрученной проволоки распиливается поперёк на небольшие болванки требуемой длины;
- далее формируется шляпка и нарезается резьба;
- обязательная процедура – закаливание получившихся саморезов в печи;
- изделия основательно моются;
- на чистую поверхность легко ложится особое антикоррозийное напыление.
Для организации производства необходимо приобрести оборудование. Операционная линия для производства шурупов полностью автоматизирована:
- Холодно-высадочный станок-автомат обеспечивает ритмичную протяжку проволоки. Нарезанные полуфабрикаты выталкиваются в большой короб;
- Резьбонакатной механизм оборудован специальными плашками, которые вытачивают резьбу определенного размера;
- Закалка готовых самонарезных шурупов происходит в печи, где температура 880-950 ˚С;
- Специальная линия гальваники – это несколько рядом стящих ванн. Саморезы перемещаются в крутящийся барабан, затем погружаются поочередно в ванну с составом для обезжиривания, во вторую емкость с фосфатом, в третью – с оксидами. На заключительном шаге детали промываются проточной водой. Теперь они подготовлены для покрытия слоем цинка;
- Сушатся готовые саморезы горячим воздушным потоком в обычной центрифуге.
Выбор высококачественного оборудования – гарантия бесперебойного выпуска и поставки потребителю готовых металлических изделий.
Специалисты рекомендуют приобрести станки, другое компактное оборудование известных тайваньских компаний FOB, LianTeng. У них конструкция линии функционально завершенная (модульная), допускает независимую отдельно стоящую компоновку и промежуточное диагностирование после каждого очередного действия. Можно купить станок, выпускающий 50 деталей в минуту, можно и более дорогой, работающий со скоростью свыше 250 шурупов за то же время. Последние поколения моделей оборудования по производству саморезов с программным управлением ориентированы на различную длину заготовки и разный шаг нарезки резьбы. Имеют широкие возможности нарезки чередующихся выступов и впадин не только на обычные винты и шурупы, даже на дюпеля.
Хорошо зарекомендовали себя холодновысадочные автоматы марок YH1564, YH2076 со средней производительностью 120, 160 шурупов в минуту. Станки легко обслуживать, они дают отличное качество продукции, имеют небольшой срок окупаемости.
Открыть производство саморезов выгодно также с китайскими полуавтоматами INNOR, Candid.
В российском городе Самара ООО «САМСТАЛ» выпускает доступные по цене станки для саморезов с одноименным названием хорошего качества. ЗАО «Монолит», г. Москва. ООО «Авто», Казань. ООО «Техносервис Красная заря», Санкт-Перербург. Список зарубежных и российских фирм-производителей станков для выработки саморезов можно продолжать долго. Многие формируют операционную линию из установок и механизмов от разных производителей.
Применение саморезов
Официальное название самореза – самонарезающий винтовой элемент. Материал отличается высокой крепежной способностью (благодаря резьбе), что и обуславливает его популярность в сфере строительства. Видов саморезов много: они различаются по материалу, особенностям элементов конструкции (шляпке, шлицу, концу).
Шаг резьбы Область применения Диаметр, мм Длины, мм Средний Универсальные, для разных видов крепления 3.0; 3.5; 4.0; 4.5; 5.0; 6.0 12; 16; 20; 25; 30; 35: 40; 45; 50: 60: 70: 80: 90:100:120:140; 160; 180; 200; 220 Частый, резьба в 2 захода Металлические листы толщиной до 0,9 мм без дюбеля. Нужно сначала просверлить дырку 3.0; 3.5; 4.0; 4.5; 5.0; 6.0; 8.0 12 — 200 Редкий Мягкие материалы без дюбеля (древесина, пластик, гипс) М 16 — 150 Средний, профиль елочки Бетон, кирпич, забивается в дюбель 3.0; 3.5; 4.0; 4.5; 5.0; 6.0; 8.0 12 — 200 Асимметричный Элементы современной деревянной мебели. ДСП плиты, фанеры. Нужно просверлить дырку диаметром 4.5 или 7 мм. 5.0; 7.5 40 — 70 Переменный с насечкой Бетон, кирпич, без дюбеля (нагели). Завинчивается в отверстие на 15 мм больше длины самореза. 7.5 70 — 200 Саморезы применяют для работы с:
- металлическими изделиями;
- изделиями из древесины;
- гипсокартонными листами;
- сэндвич-панелями;
- оконными профилями.
Холодновысадочное оборудование
 Производство заготовок саморезов в условиях малого бизнеса удобно вести на двухударных однопозиционных автоматах. Как известно, такое оборудование имеет два пуансона – черновой и чистовой – и только одну матрицу. Но большего и не потребуется, поскольку металлопрокат уже прошёл предварительное волочение на необходимый диаметр, а потому редуцирования стержневой части заготовки не потребуется.
Производство заготовок саморезов в условиях малого бизнеса удобно вести на двухударных однопозиционных автоматах. Как известно, такое оборудование имеет два пуансона – черновой и чистовой – и только одну матрицу. Но большего и не потребуется, поскольку металлопрокат уже прошёл предварительное волочение на необходимый диаметр, а потому редуцирования стержневой части заготовки не потребуется.Если же отказываться от волочения (например, по причине недостатка производственной площади или отсутствия резерва электрической мощности), то выбор однозначно стоит сделать в пользу двухпозиционных двухударных автоматов, где существует технологическая возможность изменить диаметр высаживаемого стержня.
В первом случае подходящими типоразмерами оборудования будут (см. таблицу):
размеры в плане(длина×
В качестве двухударных двухпозиционных автоматов можно принять оборудование, производимое итальянской фирмой SIMA. Автомат Р5 имеет следующие технические характеристики:
- Диаметр исходной заготовки, мм – до 5;
- Длина резьбовой части (наибольшая), мм – 55;
- Производительность, мин-1 – 100;
- Мощность привода, кВт – 2.2;
- Габариты автомат в плане, мм — 1800×1000.
Независимо от производителя, холодновысадочные автоматы имеют схожую компоновку и принцип работы. Он заключается в следующем. Подготовленная заготовка устанавливается на разматывающее устройство и подаётся в приёмное отверстие отрезной матрицы, для того, чтобы выставить регулируемый упор на нужную длину заготовки.
Видео — как работает холодновысадочный автомат производства Одесского завода по выпуску кузнечно-прессовых автоматов:
Во время возвратного хода ползуна холодновысадочного автомата его выталкиватель производит извлечение отштампованной заготовки из полости матрицы, после чего цикл высадки повторяется.
В отличие от однопозиционного автомата, оборудование фирмы SIMA снабжено дополнительным механизмом перемещения полуфабриката на вторую позицию высадки, где возможно редуцирование (уменьшение диаметра) стержневой части. Вместо блока пуансонных салазок (на котором размещаются оба пуансона), в автомате Р5 каждый пуансон установлен в своём инструментальном гнезде.
Резьбонакатный станок для изготовления саморезов
Готовые полуфабрикаты, попадая в ящик под зоной высадки, периодически извлекаются оттуда с целью загрузки резьбонакатного оборудования. Его выбирают по требуемым параметрам самореза и по производительности. Она должна быть согласована с производительностью высадочного автомата.
Резьбонакатное оборудование на котором можно производить формообразование резьбы работает так. Подлежащие накатке полуфабрикаты загружаются в бункер, который ориентирует заготовки головкой вверх, перемещая их по направляющим линейкам в зону обработки.
Там их поочерёдно подхватывает накатной ползун, на котором смонтированы резьбонакатные плашки, профиль каждой из которых соответствует половине профиля накатываемой резьбы.
Прокатываясь в технологическом зазоре между подвижной и неподвижной плашками станка, саморез получает необходимый резьбовой профиль. В конце рабочего хода подвижная плашка выталкивает изделие из зоны накатывания, и вследствие возвратно-поступательного движения ползуна возвращается за очередной заготовкой.
Видео — как работает автомат резьбонакатной для изготовления саморезов:
- Автомат резьбонакатной CTRN 5H (Тайвань), который рассчитан на накатку резьбы на заготовках с диаметром стержневой части до 6 мм. Его стоимость порядка 13000 USAD.
- Резьбонакатной автомат АО416 российского производства от компании «Техноком» (диаметр накатываемой резьбы – до 4 мм, длина стержня заготовки – до 32 мм, производительность до 150 изделий в минуту, мощность электродвигателя 1.5 кВт, габаритные размеры в плане 1300×850 мм).
После накатки саморезы желательно термообработать (даже после упрочнения готовое изделие не будет иметь прочности, достаточной для использования, в частности, по стали).
Необходимое оборудование
Цена на производственное оборудования для саморезов высока, поэтому необходимо внимательно изучить конструкцию, производительность. На рынке представлено множество моделей, ценовой диапазон колеблется от назначения, страны производителя, скорости выпуска продукции. Наиболее распространено устройство линии по производству саморезов, где осуществляется заготовка метала, нанесение резьбы и изготовка шляпки, сушка и гальваническая обработка.

Линия по изготовлению саморезов
Производительность станков подбирается при соответствии с нуждами производства
Существуют различные автоматические модели, производящие от 30 до 300 саморезов в минуту, важно понимать, что от этого показателя зависит цена устройства. Контроль за качеством продукции, техническим состоянием оборудования производят подготовленные операторы
Количество людей на производстве зависит от объема линии и плана работ.
Волочильный станок
Осуществляет заготовку прутьев на изначальной стадии процесса. Производство начинается с печи с фильерными отверстиями, через которые проходит проволока и уменьшается в диаметре. Используется для процесса сырьё барабанного типа, так как его легко устанавливать в посадочные места. Для продолжительного использования и соблюдения температурных режимов, оборудование охлаждается смазочно-охлаждающей жидкостью.
Холодновысадочное оборудование
Главной работой холодновысадочного станка для саморезов представляется изготовление шляпок и специальных отверстий на них для работы инструментом. Перед обработкой сырьё делится на равномерное количество изделий, затем производится формирование головки самореза.

Холодновысадочное оборудование требует наладки, технического ухода. Правильная центровка всех систем позволит добиться качественного самореза на выходе, удобного для работы клиенту. Оборудование контролирует подачу сырья автоматически, затем после проведения работ, сбрасывает его в бункер или корзину.
Станок для накатки резьбы
Оборудование оснащено небольшим конвейером с закрепляющими элементами. Далее заготовка подвергается обработке плашками с обеих сторон. Накаточные элементы регулируются по доступному ходу, это происходит при смене типа детали. Шаг, форма и количество витков на изделии полностью зависят от используемого элемента, правильной настройки. Каждый разнообразный вид требует наличия отдельного съемного инструмента.
Оборудование для закалки
После вышеперечисленных процессов, изделие выглядит в готовом виде, однако не применимо к использованию. Станки по производству саморезов не способны работать с твердотелой продукцией, поэтому закалка происходит при конце процесса. Закалочная печь настраивается при температурном режиме порядка 900 градусов, после процесса изделия помещают в печь с низким градусом.

За счет перепада температур, металл снимает напряжение, менее склонен к изломам. После закаливания производится мойка для очистки готового продукта от следов грязи и нагара, а также происходит охлаждение.
Оборудование для нанесения гальваники
Гальваническое покрытие необходимо для антикоррозийных свойств, повышенным механическим параметрам саморезов. Процесс производиться с использованием нескольких ванн с различными растворами, обработка детали при которых производится последовательно. Начальным этапом является погружение в ванну с обезжиривателем, далее происходит нанесение фосфатного раствора, затем оксидными и т. д. После всех обработок происходит промывка водой, наносится цинковое покрытие под электрическим воздействием.
Станки для сушки и упаковки
Для сушки готового продукта используется барабан с центрифугой, работа производится по принципу стиральной машины. Для упаковки используются пакеты с возможностью расфасовки по несколько десятков штук. При оптовой торговле производится расфасовка в ящики или другую металлическую тару.
Затраты и прибыль
Открывать подобное дело нужно с детального расчёта затрат и будущей прибыли. Капитальные вложения в дело:
- Процедура регистрации – до 40 $;
- Аренда помещения на три месяца + ремонт – 2300 $;
- Покупка и монтаж аппаратуры – 21 000 $;
- Приобретение сырья на первый месяц – 3000 $.
Итого – около 26 000 $.
Ежемесячные затраты:
- Аренда – 450 $;
- Стальная проволока – 3000 $;
- Зарплата – 2000 $;
- Коммунальные расходы и оплата логистики – 300 $.
Итого – примерно 5700 $.
Выпуская в месяц 1,7-2 млн винтов по оптовой цене 4,6-5 $ за тысячу штук, получаем выручку в районе 8500-9000 $. Чистая ежемесячная прибыль – примерно 3000 $.
саморезов как бизнес — идея очень выгодная. Огромный плюс – возможность масштабировать бизнес, докупить оснащение и работать с более крупными заказчиками.
Видео по теме:
Понравилась статья? Поделитесь с друзьями:
Проволока для производства саморезов цена
Для изготовления саморезов нужно выбирать подходящее сырье. Каждый конкретный тип крепежа имеет соответствующие требования в ГОСТ. Характеристики металлов отличаются по твердости, пластичности, химсоставу и т.д.. Как правило, для создания саморезов используется нержавеющая и высокоуглеродистая сталь, латунь.
Необходимо отметить, что проволока для выпуска саморезов, поставляемая в готовых бобинах, более предпочтительна по ряду технических нюансов
При выборе материала важно знать, для каких целей ваши клиенты намерены использовать шурупы. Для крепежа металла, дерева и гипсокартона требования могут во многом отличаться
Будет ли это саморез для использования в помещениях или предполагается контакт с достаточно агрессивной средой.
Совет: договоритесь с клиентами на проведение оптовых поставок сырья. Это позволит существенно сократить расходы при смене ориентира производственной линии с одного вида саморезов на другой. В то же время оптовая закупка сырья, как правило, обходится несколько дешевле.
Многих интересует, сколько стоит сырье при стандартной технологии выпуска саморезов. Как правило, это значение составляет 2,5 тысячи рублей за тонну. Каждая тонна проволоки позволяет изготавливать порядка 500 тысяч крепежей среднего размера.
Для производства саморезов достаточно легко организовать небольшой цех своими силами. Помимо этого, на рынке существует ряд предложений по открытию франшизы производства для малого бизнеса, что позволит открыть свое дело даже малоопытным начинающим предпринимателям с минимальными рисками. Цена оборудования может отличаться, однако в среднем для создания своего цеха по выпуску саморезов понадобится 0,25-1 млн рублей.
Сохраните статью в 2 клика:
Строительная отрасль продолжает развиваться достаточно сильно, поэтому выпуск саморезов представляет собой выгодное направление. На них существует гораздо больший спрос, чем на те же гвозди, за счет более прочного крепежа. Дополнительным плюсом является то, что выпуск саморезов на мини-заводах — не новинка, и крупные компании уже имеют определенную степень доверия к данному направлению. Скопив некоторый капитал, можно попробовать себя в роли первопроходца. Выберите вариант существующего бизнеса в Америке, которого нет в России, и закрепитесь в новой нише. Как правило, это несет определенные риски, но и прибыль может быть достаточно существенной.
Станки для производства саморезов в домашних условиях
Ассортимент станков достаточно широкий. Вы можете подобрать их по доступной цене с небольшой продуктивностью. Или же можно приобрести оборудование, которое будет изготавливать большое количество метизов за смену.
Самое дешевое оборудование для производства саморезов
Самый интересный станок для домашнего бизнеса – это Candid модель AS3016. Это полуавтоматический станок для производства метизов саморезов шурупов винтов. Его цена начинается от 3000$. Но в таком случаи придется пожертвовать производительностью, которая составляет всего 25 шт. в минуту
Обратите внимание на то, что станок является полуавтоматическим, а значит, некоторые операции должен выполнять оператор станка. Но если вы новичок в этой сфере промышленности и только начинаете познавать рынок шурупов и саморезов, то стоит задуматься над приобретением бюджетной модели, такой как Hangzhou Candid AS3016

Оборудование для промышленного бизнеса очень хорошо сохраняет свою стоимость. Инвестируя в него, вы годами сохраняете свой капитал – ведь это актив, который приносит деньги. Образно говоря станок для печати денег. А когда вы уже наладите рынок сбыта, можно будет обналичить свои активы и переходить на более дорогие станки со значительно большей производительностью.
На сайте: http://china-equipments.en.alibaba.com можно купить недорогой станок для производства саморезов по цене от 3000$, там много предложений данной модели.
Китайские станки и отечественные
В производстве шурупов и болтов процесс разделяется на две основные операции:
- Специализированные холодновысадочные автоматы формируют заготовки с «головками» различного типа

Резьбонакатные автоматы накатывают резьбу на заготовки со скоростью от 60 метизов в минуту. Такое оборудование производится в Украине, Китае и Тайване. На территории Российской Федерации существует только несколько производителей, выпускающих подобное оборудование. Поэтому приобретение станка – достаточно дорогостоящая операция: нужно оплатить не только саму покупку, но и доставку.
Такое оборудование производится в Украине, Китае и Тайване. На территории Российской Федерации существует только несколько производителей, выпускающих подобное оборудование. Поэтому приобретение станка – достаточно дорогостоящая операция: нужно оплатить не только саму покупку, но и доставку.Лидерами на рынке по производству станков являются:
- LianTeng (Тайвань);
- FOB (Тайвань);
- Candid (Китай);
- INNOR (Китай);
- КУПРА (Украина: ПАО «Одесский завод по выпуску кузнечно-прессовых автоматов»);
- САМСТАЛ (Россия, г. Самара: ООО «САМСТАЛ»).
Данные станки различаются производительностью изделий в минуту. Самые простые станки выпускают около 60 деталей в минуту, а другие имеют возможность выпускать до 250 изделий в минуту. Некоторые модели можно настроить на выпуск других изделий. Это существенный плюс, так как вы может расширить свой ассортиментный ряд через время, а тратится на покупку специализированного оборудования, не возникнет необходимости.
Цена самых недорогих моделей автоматических станков с производительностью более чем 50шт/мин. начинается от 13 000$.
Сырьё для производства

Основным сырьём для производства саморезов является проволока. В зависимости от её диаметра можно выпускать метизы различного диаметра
Основное внимание, конечно же, нужно уделить качеству этой самой проволоки. Она должна соответствовать ГОСТу и иметь все необходимые сопроводительные документы
В противном случае вы рискуете приобрести некачественное исходное сырьё и, даже если у вас будет отлаженный процесс производства, продукция, получаемая на выходе, будет низкого качества.
Ещё одним видом сырья для производства качественных саморезов, являются химикаты для проведения стадии гальванизации. От этой стадии будет в основном зависеть устойчивость саморезов к коррозии и их внешний вид.
Чтобы не иметь проблем с поставками сырья, лучше иметь одного или двух постоянных поставщиков и несколько потенциальных поставщиков, на случай срыва поставок. Это позволит не простаивать производству, в случае форс-мажорных обстоятельств.
Технология изготовления саморезов
В качестве сырья обычно используют нержавеющую или углеродистую сталь, латунь. Обычно этот металл представляет собой специально нарезанные кругляки или проволочные бухты. Поставщиков сырья найти несложно. В нашей стране производится достаточно металлопроката, поэтому возможно выбрать завод, который территориально будет располагаться ближе к цеху.
Чтобы понять, какого рода оборудование нужно купить для открытия цеха, рассмотрим процесс изготовления этого изделия поэтапно. Сама технология носит название холодной штамповки.
1 Нарезка заготовок по заданной длине. Формирование шляпки на холодновысадочном станке. 2 Транспортировка заготовок на станок для накатки резьбы. Для этого используется специальный конвейер с захватами для заготовок (либо это может делать человек). 3 Изделие поступает в печь, где закаляется при температуре 920 градусов. После температура постепенно снижается. Это делается для равномерного снятия поверхностного натяжения металла. 4 Нанесение гальванического покрытия. Используется для этого несколько ванн. В них проходит подготовка поверхности и само нанесение антикоррозийного слоя. В последней ванне установлены цинковые аноды (этот этап необходим для цветных саморезов, для черных он не нужен). 5 Сушка происходит в специальной центрифуге. Это последний этап технологического процесса. 6 Завершающая стадия – контроль качества и упаковка изделий. Как видим, оборудования достаточно много, целая технологическая линия. На для начала производства саморезов достаточно купить два станка (холодновысадочный и резьбонакатной). Потом постепенно по мере получения прибыли все процессы можно автоматизировать и докупить оборудование.
Технология производства саморезов
Сразу следует отметить – потенциальному покупателю всё равно, как и где произведен крепёж, главное – обеспечение надлежащих технических и эксплуатационных показателей конечного продукта. Поэтому при ориентации на выпуск саморезов следует в первую очередь руководствоваться требованиями ГОСТ.
 К саморезам относятся два таких нормативных документа:
К саморезам относятся два таких нормативных документа:- ГОСТ 11652, касающийся самонарезающихся винтов с различными формами головок;
- ГОСТ 1180 на шурупы-саморезы.
Поскольку технологические процессы на производство тех и иных изделий практически идентичны, то при установке оборудования стоит ориентироваться именно на расширенный круг потенциальных потребителей, которым необходим качественный крепёж для различных материалов — дерева, металла, пластика.
Типовой технологический процесс производства саморезов включает в себя:
- Подготовку исходного металлопроката (травление, волочение-калибровку, фосфатирование).
- Собственно штамповку методом холодной высадки на горизонтальных автоматах.
- Накатку резьбы на накатных автоматах.
- Гальванопокрытие (цинкование или анодирование).
Кроме этого, готовая продукция часто нуждается также в последующей расфасовке и упаковке – поштучно или по весу.
Распространённой ошибкой начинающих производителей саморезов является стремление на чём-нибудь сэкономить, именно поэтому на первые два пункта технологии зачастую не обращают внимания. А зря.
Рынок предложения по саморезам достаточно тесен, поэтому потребитель выбирает наиболее качественные изделия, пусть даже и по несколько более высокой цене. Поэтому при неукоснительном соблюдении наиболее передовой технологии производства реализация конечной продукции будет проходить более оперативно.
Второй важный вопрос технологии – программа выпуска изделий. Принципиально рентабельны уже программы производства от 4000 штук в месяц, а при месячных программах более 20000 производство качественных саморезов окупит себя за 1-2 года.
Сложно ли работать на оборудовании по производству саморезов
Работать не сложно, а вот настроить оборудование, которое бы автоматически выполняло все нужные условия производства довольно трудно, но этим, как правило, этим занимаются компании, которые продают такие аппараты.
После того, как квалифицированный специалист настроит оборудование, производство будет осуществляться автоматически. Для контроля будет достаточно лишь одного человека, квалификация которого не обязательно должна быть технической.
Нужно помнить, что при работе на любом производстве, существуют огромные риски для получения физических травм
Для того что бы этого не случилось, нужно выполнять все необходимы меры предосторожности, которые устанавливает производитель оборудования при работе с такими станками.
Компрессор
Компрессор необходим только для высадочного оборудования (для сдува заготовки после высадки).
Характеристики компрессора:
- Давление воздуха: макс. 7-15 кг/см2
- Расход воздуха: 6 литров/сек
- Обращение: 500 об/ мин, макс.
- Диаметр патрубка компрессора: 8 мм (5/16 дюймов)
- Вес: 0.40 кг
Компрессор мощностью 7.5 кВт (10 л.с.) обеспечивает подачу воздуха для 20-30 единиц высадочного оборудования. Резьбонакатное оборудование для производства винтов
не нуждается в подачи воздуха.Машинное масло
Для высадочного и резьбонакатного оборудования идеально подходит минеральное масло, очищенное, высокой стойкостью к окислению.
Этот тип масла подходит для смазки подшипников коробок передач и общих операций.Вязкость моторного масла по SAE
Одними из основных свойств моторного масла являются его вязкость и зависимость от температуры в широком диапазоне (от температуры окружающего воздуха в момент холодного пуска зимой до максимальной температуры масла в двигателе при максимальной нагрузке летом). Наиболее полное описание соответствия вязкостно-температурных свойств масел требованиям двигателей содержится в общепринятой на международном уровне классификации SAE J300. Эта классификация подразделяет моторные масла 17 классов от 0W до 60: 8 зимних (0W, 2,5W, 5W, 7,5W, 10W, 15W, 20W, 25W) и 9 летних (2, 5, 7,5, 10, 20, 30, 40, 50, 60) классов вязкости. Буква W после цифры означает, что масло приспособлено к работе при низкой температуре (Winter — зима). Для этих масел кроме минимальной вязкости при 100 °C дополнительно дается температурный предел прокачиваемости масла в холодных условиях. Предельная температура прокачиваемости означает минимальную температуру, при которой насос двигателя в состоянии подавать масло в систему смазки. Это значение температуры можно рассматривать как минимальную температуру, при которой возможен безопасный пуск двигателя. Всесезонные масла обозначаются сдвоенным номером, первый из которых указывает максимальные значения динамической вязкости масла при отрицательных температурах и гарантирует пусковые свойства, а второй — определяет характерный для соответствующего класса вязкости летнего масла диапазон кинематической вязкости при 100°С и динамической вязкости при 150°С. Методы испытаний, заложенные в оценку свойств масел по SAE J300, дают потребителю информацию о предельной температуре масла, при которой возможно проворачивание двигателя стартером и масляный насос прокачивает масло под давлением в процессе холодного пуска в режиме, недопускающем сухого трения в узлах трения. Аббревиатура HTHS расшифровывается как High Temperature High Shear Rate, то есть «высокая температура — высокая прочность на сдвиг». С помощью данного испытания измеряется стабильность вязкостной характеристики масла в экстремальных условиях, при очень высокой температуре. Большинство присутствующих сегодня на рынке моторных масел являются всесезонными, то есть удовлетворяют требованиям по вязкости как при низких, так и при высоких температурах.
Для всесезонного масла — сдвоенный номер. Первый — вязкость при отрицательной температуры. Второй — вязкость при плюсовой температуре.
Летние, наиболее вязкие, масла классов:
SAE 20, SAE 30, SAE 40, SAE 50, SAE 60.Число после SAE обозначает степень вязкости, чем оно больше, тем больше вязкость конкретного масла.SAE 20 SAE 30 Плотность в градусах API (классификация масла по системе Американского института нефти) при 15.6ºC 30.2 28.3 Вязкость, кинематическая в сантистоксах, cSt при 40ºC 44.18 85.3 при 100ºC 6.68 10.56 Индекс вязкости VI 104 107 Температура воспламенения в открытом тигле по Кливленду, СОС, ºC 240 254 Температура застывания, ºC -12 -9 Цвет, D1500 3.0 3.5 Кислотное число, мг КОН/1г 0.01 0.01 Номер Товара LB51162 LB51163 Проблемы реализации
При розничной торговле много заработать не получится, именно поэтому целью любого предпринимателя становится оптовая продажа саморезов. Имея хотя бы двух-трех постоянных оптовых клиентов, можно получить стабильный доход.
Строительные компании, фабрики по производству мебели, строительные магазины могут стать «выгодными» оптовыми клиентами.
Такие компании регулярно нуждаются в поставляемом товаре. Чтобы наладить с ними продуктивные отношения и обеспечить постоянный сбыт саморезов, нужно предложить выгодные для них условия.
Во многих городах есть большие строительные гипермаркеты, с ними легче всего наладить контакты, так как они нуждаются в регулярном расширении ассортимента.
Выбор оптимального режима налогообложения
В общероссийском классификаторе экономических видов деятельности бизнес по производству саморезов имеет код 25.94 ОКВЭД 2. Это значит, что вы можете работать и платить в бюджет часть заработанных денег по упрощенной системе налогообложения. В данном случае можно отчислять в государственную казну 6% от общего оборота или 15% от разницы между валовым доходом и расходами. В последнем случае, у вас должны быть все документы, подтверждающие затраты фирмы.

Тренируйте мозг с удовольствием
Предпринимателям, которые планируют организовать работу большого завода, ориентируясь не только на внутренний рынок, но и на покупателей заграницей, лучше всего работать на общем режиме налогообложения. Для этого придется нанимать 1-2 бухгалтеров, но для серьезного предприятия, это вполне нормальная практика.
Вы размышляете над тем, куда лучше сделать вложения и какой бизнес начать? Смотрите наши бесплатные курсы по инвестициям и заработку. Возможно, они помогут выбрать вам правильный путь или подскажут новую идею для заработка.
Смотрите так же несколько подобных премиум бизнес-планов:
- Бизнес план мебельного производства
- Бизнес план производства пеллет
- Бизнес план кирпичного завода
- Бизнес план производства тротуарной плитки
- Бизнес план производства шлакоблоков
- Бизнес план производства искусственного камня
Похожие статьи
Рекомендуем прочитать бесплатные книги по теме:
Оборудование Тайвань Метиз Альянс для производства саморезов
Саморезы, произведенные на оборудовании Тайвань Метиз Альянс используются в разных странах мира на многих компаниях-производителях электроники, таких, как SONY, PANASONIC, OLYMPUS, SAMSUNG, BenQ и др. Ниже приведен список стандартной продукции, которую можно производить на оборудовании Тайвань Метиз Альянс.

Саморез по дереву/гипсокартону
Саморез по бетону
Саморез для гипсовых стен
Саморез-гвоздь
Саморез резьбонарезающий
Саморез-клоп
Саморез кровельный (строительный)
Саморез со сверлом
Саморез по пластику
Саморез по дереву (мебельный)
Кровельный саморез
Саморез оконный
Биметаллический саморез для крепления конструкций солнечных панелей
Саморез со сверлом и шайбой из нержавеющей стали
Биметаллический саморез
по бетонуРентабельность бизнеса по изготовлению метизов дома
 Учитывая все особенности данного бизнеса, следует отметить, что показатели рентабельности очень высокие. Наценка на производимые изделия может достигать до 100%, в зависимости от уровня конкуренции на рынке. Средний показатель рентабельности в сфере промышленно-оптового изготовления шурупов составляет около 50%. Это значит, что с каждого рубля потраченного на производство, компания может получить 50 коп.
Учитывая все особенности данного бизнеса, следует отметить, что показатели рентабельности очень высокие. Наценка на производимые изделия может достигать до 100%, в зависимости от уровня конкуренции на рынке. Средний показатель рентабельности в сфере промышленно-оптового изготовления шурупов составляет около 50%. Это значит, что с каждого рубля потраченного на производство, компания может получить 50 коп.Бизнес, построенный на производстве метизов, всегда был прибыльным. При открытии домашнего изготовления шурупов необходимо учитывать все внешние факторы, которые смогут повлиять на развитие вашего предприятия. При налаженном рынке сбыта за год вы сможете не только окупить вложенные средства, но капитализировать финансы для расширения своей компании.
Открытие своего предприятия всегда рискованно. Трудно предугадать, будут ли покупать вашу продукцию, сможете ли окупить свои первоначальные инвестиции, получать в дальнейшем прибыль. Конечно, многое зависит от внешних факторов: экономического состояния, перенасыщенности рынка и конкурирующих фирм. Следует тщательно подбирать отрасль для развития бизнеса.
Строительная сфера всегда была и будет популярна. А если строительство больших зданий станет слишком затратным в связи с кризисами, обычные ремонтные работы помещений происходят вне зависимости от экономической ситуации в стране. Ремонт не может проходить без применения строительных материалов и готовых изделий.
Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов

В строительстве нет незначительных деталей. Любые элементы, используемые при возведении зданий и сооружений, должны иметь хорошее качество и отличаться долгим сроком службы. Касается это в том числе и разного рода крепежей, включая, конечно же, и самую популярную ныне их разновидность — саморезы. Как делают такой строительный расходный материал — об этом и поговорим далее в статье.
Из чего изготавливаются
Саморезы в строительстве используются при сборке каркасов стен домов, стропильных систем, набивки пола и потолка, обшивке ограждающих конструкций. То есть нагрузка на такие крепежи в процессе эксплуатации дома приходится значительная. Поэтому материал для производства таких элементов должен использоваться очень прочный и к тому же достаточно пластичный.
На современных предприятиях саморезы изготавливаются, конечно же, из стали. При этом на производство таких элементов идет обычно химико-термически обработанный материал этого типа СТ 10 КП или СТ 08 КП. Такая сталь имеет достаточно высокие показатели поверхностной твердости и пластичности. Единственным ее недостатком является повышенная склонность к старению.
Из стали СТ 10 КП или СТ 08 КП предварительно изготавливают проволоку, диаметр которой соответствует диаметру ножки будущих саморезов. Далее такой материал наматывают в бухты и пересылают на заводы, специализирующиеся на изготовлении строительных крепежей.
Первый этап — изготовление заготовок
Итак, как делают саморезы на заводах? На предприятиях, занимающихся производством таких расходных материалов, стальная проволока подается к специальным холодновысадочным станкам. На таком оборудовании она предварительно распрямляется. Затем уже непосредственно на станке производится изготовление из проволоки заготовок для саморезов. То есть:
выполняется нарезка на отрезки необходимой длины (по длине саморезов);
путем прессования изготавливается шляпка со шлицом.
Шлиц на шляпках саморезов на холодновысадочных станках может печататься как под крестовые, так и под обычные отвертки.
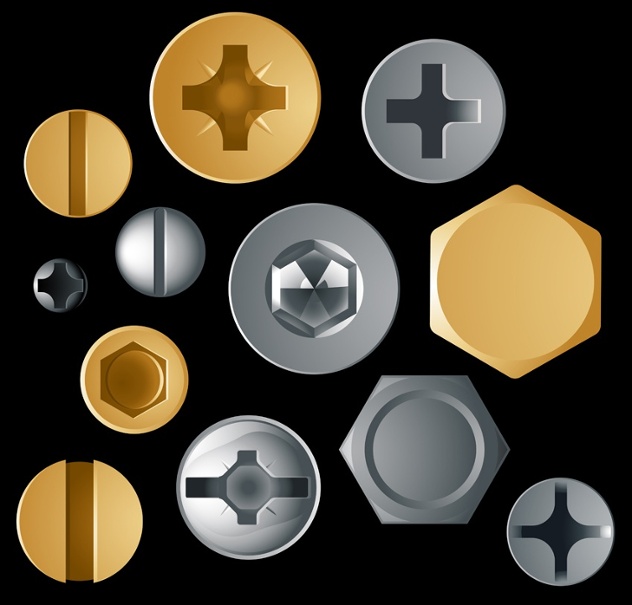
Нарезание резьбы
После изготовления заготовки под саморезы проходят на заводах самый тщательный контроль качества. Специалисты выборочно замеряют длину крепежей и их диаметр. Также производится визуальный осмотр заготовок на предмет выявления на их поверхности механических повреждений. Некоторые партии болванок, таким образом, после прохождения холодновысадочного станка могут отбраковываться.
Прошедшие проверку качества заготовки далее подаются к резьбонарезному станку. С конвейерной линии болванки ссыпаются в специальный шнек, который, проворачивая сразу большое количество заготовок, выставляет их шляпкой вверх. В таком положении болванки в последующем подаются в специальное устройство по нарезке резьбы. В этом узле станка каждая заготовка протягивается движением прокатки между специальными плоскими плашками. В результате на ее ножке образуются резьба, а также саморежущее острие.
Как делают саморезы: закалка
После резьбонарезного станка крепежи на заводе приобретают уже знакомую всем форму. Пройдя плоские плашки, уже почти готовые саморезы ссыпаются в специальный бункер и транспортируются в термопечь. Предварительно такая продукция проходит на предприятии еще один контроль качества.
Обжиг в термопечах крепежей выполняется довольно-таки медленно. При этом производится термоорбработка обычно при температуре более 930 °С. После печи саморезы также по линии подаются в специальные емкости с охлаждающей жидкостью. Таким образом происходит закалка крепежей.

Окрашивание
После закалки саморезы подаются в специальное оборудование для нанесения защитного покрытия от коррозии. В зависимости от назначения крепежей (для дерева, металла и пр.), обрабатываться на этом этапе они могут путем:
гальванического цинкования белым или желтым цинком.
К примеру, саморезы, предназначенные для работы по металлу, обычно имеют желтый цвет.
Финальный этап
Описанная выше технология является ответом на вопрос о том, как делают саморезы по дереву, металлу, камню и пр. В любом случае после нанесения защитного покрытия готовые саморезы подаются на линию упаковки. Предварительно они проходят заключительную процедуру контроля качества. После такой проверки остаются только самые прочные, полностью соответствующие стандартам и нормативам крепежи.
На крупных предприятиях процесс упаковки обычно также является полностью автоматизированным. Специальное оборудование на таких заводах из картонных заготовок делает боксы-коробки, в каждый из которых насыпается по весу определенное количество саморезов. Далее заполненные крепежами боксы собираются в блоки по нескольку штук и подаются в цех отправки готовой продукции.

Автоматические линии
Итак, как делают саморезы, мы выяснили. В малых предприятиях для изготовления таких элементов используются обычно только холодновысадочные станки и резьбонарезные. Такие мастерские занимаются при этом в большинстве случаев производством самых простых саморезов по дереву. На крупных предприятиях для изготовления таких крепежей устанавливаются автоматизированные очень дорогие линии.
От одного вида оборудования к другому саморезы на таких заводах подаются по линиям конвейера. При этом между ярусами производственного цеха они могут транспортироваться в лифтах-бункерах.
Помимо холодновысадочных и резьбонарезных, элементами конструкции автоматических линий по производству саморезов в России могут быть:
емкости для закалки;
Что представляет собой холодновысадочный станок
Такое оборудование относится к группе станков:
Использоваться станки этой разновидности могут для производства не только собственно саморезов, но и практически любых других видов крепежей — болтов, шурупов и пр. В данном случае все зависит от настроек такого оборудования.

Монтируются холодновысадочные станки на основе жесткой сварной рамы. Подача проволоки к основному узлу в них производится из бухты храповым устройством пошагово. Длина заготовки в станках этого типа регулируется перестановкой упора. Высадочные удары в оборудовании выполняются пуансоном. Первый удар при этом загоняет стержень к упору, а второй — формирует головку.
Как делают саморезы на предприятиях, таким образом, понятно. Технология производства таких крепежей, в принципе, не слишком сложна. При этом сами холодновысадочные станки изготавливают заготовки очень быстро. В зависимости от показателей производительности и мощности, один такой агрегат за минуту может производить до 100-300 саморезов.
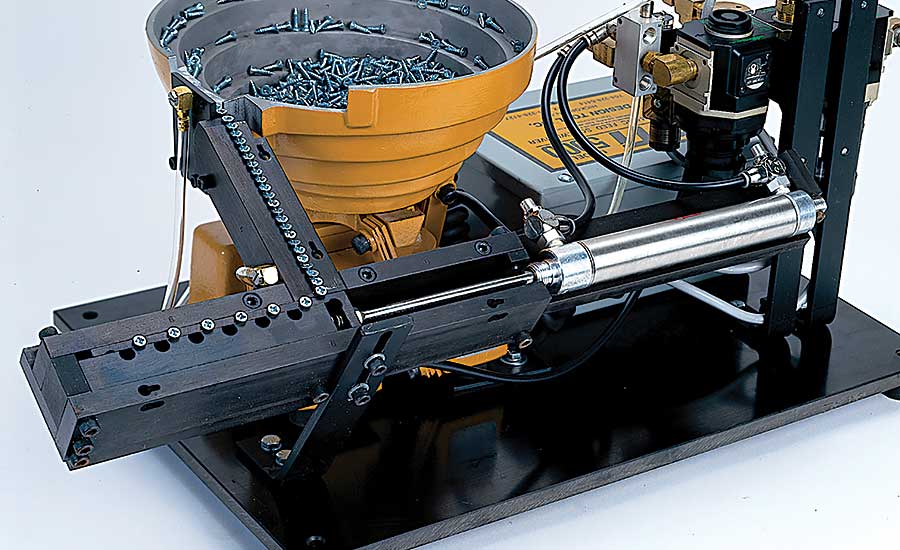
Резьбонакатной станок для производства саморезов
В таком оборудовании болванки подаются между плашками поштучно. При этом, как уже упоминалось, они строго ориентированы по отношению к таким рабочим элементам. Плоские плашки в станке перемещаются навстречу параллельно друг другу и перпендикулярно оси самореза. Изготавливаются такие рабочие элементы станков по необходимым параметрам резьбы. При этом за основу отечественные производители саморезов берут метрические размеры, зарубежные — дюймовые.
Какими саморезами крепить профиль к профилю гипсокартона
Крепление гипсокартона – несложный, но очень ответственный процесс. Именно от правильности монтажа листов будет зависеть эстетический вид будущей поверхности. В процессе установки гипсокартона необходимо применять ряд инструментов, а также крепежные элементы. Сегодня к их выбору нужно отнестись ответственно, ведь ассортимент широк, а подобрать действительно качественное изделие проблематично.
Что нужно для крепления
Когда вы решили взяться за монтаж гипсокартона, то кроме стандартного набора инструментов, необходимо подготовить саморезы для направляющих и непосредственно сами направляющие.
Какие нужны для направляющих
Для проведения монтажных работ по установке листов гипсокартона задействуют два вида саморезов: металлические для металлического и для деревянного основания. Первый вариант крепежных элементов создает надежное крепление для профиля и позволяют ему долго удерживать лист на себе. Наконечника крепежного элемента для металла острый, та то он быстр вонзается в лист. Размеры самореза составляют 3,9 х 9,5 мм.

Если говорить про саморезы металлические для дерева, то они отлично входят в деревянную основу и создают надежную фиксацию. Габариты саморезов составляют 3,8 х11 мм.
При выборе самореза необходимо обращать внимание на такие важные параметры, как толщина и длина крепежного элемента. На каких изделий остановить выбор, решать только вам. Помимо металлических профилей роль каркаса могут выполнять деревянные бруски. В рамках этого вопроса полезно почитать о том, какие применяют кровельные саморезы по металлу в современном строительстве.
Хотя имеется ряд «противопоказаний» к их применению:
- дерево рассыхается;
- гниет;
- при повышении влажности в комнате вся конструкция трескается или коробится;
- задействуют только для временных конструкций или при выполнении необходимых требований влажности и температуры в помещениях.
На видео- саморезы для направляющих гипсокартона:
Какие направляющие нужны
Если до этого вы ни разу не работали с листами гипсокартона, то вначале нужно ознакомиться с основными видами направляющих, которые необходимы для создания жесткого каркаса. Их ассортимент настолько широк, что при выборе у начинающего мастера могут возникнуть определенные сложности, какие выбрать универсальны саморезы дерево-металл.
Различают следующие виды наплавляющих:
- Направляющие для сборки каркаса (ПН) или (UW). Они имеют следующие стандартные размеры: глубина — 40мм, ширина — 50мм, 75мм или 100мм. Ширина зависит от того, какой толщины будет стена. Этот вид направляющих представляет собой своеобразную рельсу, основу для дальнейшего крепежа потолочных и стоечных направляющих профилей.






 Как происходит установка направляющих для гипсокартона и как это сделать правильно, поможет понять информация из статьи.
Как происходит установка направляющих для гипсокартона и как это сделать правильно, поможет понять информация из статьи.Как делается потолочный короб из гипсокартона с подсветкой и можно ли это сделать самостоятельно, можно узнать из данного видео.
А вот какие саморезы для крепления гипсокартона к профилю стоит использовать и как это делать правильно, указано здесь: https://resforbuild.ru/metall/sredstva-krepezha/samorezy/dlya-krepleniya-gipsokartona-k-profilyu.html
Возможно вам так же будет интересно узнать о том, какие виды профилей для гипсокартона и их назначение существуют.
Как крепить металлические направляющие
Процесс монтажа металлического каркаса ведется как на стену, так и на поверхность потолка. В качестве примера стоит рассмотреть способ монтажа потолочной конструкции с направляющими профилями. Также придется запастись потолочными и направляющими профилями для гипсокартона.
Порядок действий сводится к следующему:
- Первым делом нужно осуществить разметку. Причем речь идет не только о разметке под саму конструкцию. Не стоит забывать электрическую проводку. В дальнейшем исправить ошибки будет невозможно, так что выполнять работу нужно тщательно и аккуратно.
- Отыскать самый низкий уголь, по вертикали замерить требуемое расстояние. Оно должно равняться высоте конструкции.
- Используя лазерный уровень, отметить линии, на которых и будут установлена направляющие профили для листов из гипсокартона.
- Используя перфоратор, в стене выполнить отверстия с шагом 1,5 м. в них установить дюбели. Саморезами прикрепить металлические направляющие для гипсокартонных листов. Такие действия выполнить по периметру всей потолочной поверхности.
- Далее идет разметка и монтаж потолочных профилей. Для начала изобразить продольные линии с шагом 0,6 м. согласно ним монтировать подвесы и закрепить потолочные профили. Вначале идут продольные, а за ними поперечные.
- Основа для крепления листов готова. Далее предстоит выполнить непосредственный монтаж самого гипсокартона, осуществить обработку швов и окончательную облицовку. Благодаря используемым направляющим для ГКЛ листов можно сократить длительность работ, повысить надежность установленной конструкции.
При осуществлении внутренних строительных и отделочных мероприятий чаще всего используются гвозди ГОСТ 4028-63.
Выполняя описанный план работ, не стоит забывать про безопасность. Саморезы являются достаточно острыми изделиями, так что при их установке нужно надеть перчатки, иначе существует вероятность повредить руку. При сверлении обязательно надеть защитные очки. Для работы используйте только исправный электрический инструмент. А вот как использовать дюбель молли для гипсокартона, очень подробно рассказывается здесь в статье.
На видео- как крепить направляющие для гипсокартона:
Возможно вам так же будет интересно узнать о том, как положить плитку на гипсокартон в ванной.
А вот как производится шпаклевка стен из гипсокартона под обои и как это сделать самостоятельно, рассказывается в данной статье.
Как делается финишная шпаклевка гипсокартона под обои и как это сделать правильно, можно увидеть на видео в данной статье.
А вот что дешевле штукатурка стен или гипсокартон и как правильно сделать свой выбор, подробно указано, с фото, в данной статье.
Производители и цены
Выбрать саморезы для крепления гипсокартона сегодня не так и сложно. Когда вы точно определились с их видом, то можно довериться следующим популярным и проверенным производителям:
- Ferdinand Bilstein – цена 107-280 рублей.


Процесс крепления листов гипсокартона является очень ответственным. Все работы должны проводиться правильно и качественно. Именно от этого будет зависеть внешний вид и срок службы устанавливаемой конструкции. Выполнять полноценный крепеж гипсокартона невозможно без саморезов и направляющих. Эти два элемента считаются самыми главными. Но кроме правильной их установки, необходимо еще выбрать подходящие детали из широкого ассортимента. Читайте так же о том, как применяют гвозди для пистолета.
Источник https://makebestphoto.ru/skolko-stoit-otkryt-mini-zavod-po-vypusku-samorezov
Источник https://fb.ru/article/465517/kak-delayut-samorezyi-na-zavode-tehnologii-i-oborudovanie-stanok-dlya-proizvodstva-samorezov
Источник https://resforbuild.ru/metall/sredstva-krepezha/samorezy/dlya-napravlyayushhix-gipsokartona.html