Обзор: технологии 3D-печати для литья металлов
Содержание
Обзор: технологии 3D-печати для литья металлов

В этой статье мы рассказываем про традиционные технологии литья и о том, как они меняются с применением 3D-принтеров. А главное — какие существующие на рынке 3D-принтеры подойдут для внедрения в литьевое производство уже сегодня.
Оглавление
О литье
Конечный продукт литейного производства это отливки — будущие детали или заготовки. Их масса может составлять как несколько граммов, так и несколько сотен тонн.
Вот так это делается на станкостроительном заводе.
Можно выделить следующие особенности использования литья в производстве:
1) возможность получать изделия с массой от нескольких грамм до сотен тонн, со сложной геометрией и разнообразными механическими и эксплуатационными свойствами;
2) возможность получения изделий, материалы или габариты которых делают невозможным или невыгодным создание их другими методами;
3) отливки максимально приближены, по размерам и форме, к готовым изделиям, в отличие от заготовок полученных объемной горячей штамповкой или ковкой.
Сравнение с традиционной технологией
В традиционном процессе литья мастер-модель можно изготовить вручную или с помощью механической обработки. Вручную некоторые формы реализовать невозможно. Для изготовления мастер-моделей используют пятиосевые обрабатывающие центры с ЧПУ, что значительно увеличивает возможное разнообразие форм, но и стоимость такой восковки или мастер-модели заметно увеличивается. Такой путь получения отливки актуален для массового производства, в малой и средней серии он, чаще всего, экономически нецелесообразен — тут применение 3D-печати более рационально.
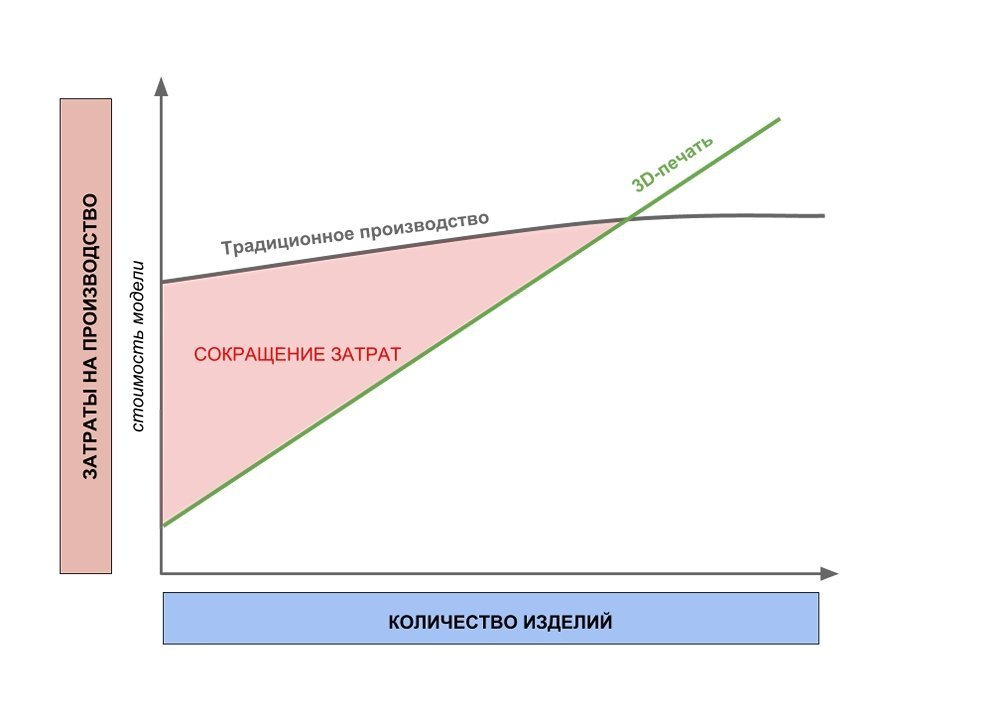
График зависимости стоимости модели от кол-ва произведенных экземпляров показывает эффективность применения аддитивных технологий
Алгоритм процесса литья с применением аддитивных технологий
Одна из задач, стоящих перед технологами любого литейного производства: минимизация трудоемких операций по механической обработке заготовок. Решается она тем, что отливки должны быть максимально приближены к параметрам необходимой детали, что также экономит средства и время. Здесь на помощь приходят инновации, в лице аддитивных технологий, которые позволяют ускорить техпроцесс, миновав традиционные первые шаги в технологии изготовления отливки. Производитель может за одну операцию получить необходимую литейную модель или форму.
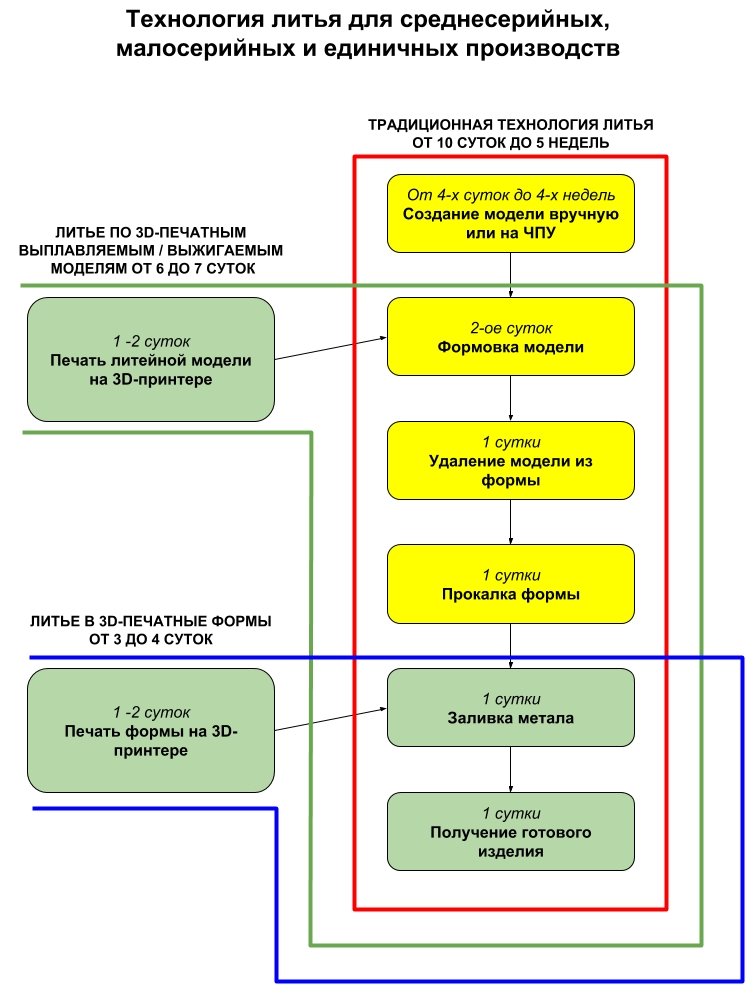
В красной области — традиционный процесс литья, в зеленой и синей — литье с применением аддитивных технологий — сроки изготовления уменьшаются в 2-6 раз.
Прямая печать изделия, которая уже внедрена на многих современных производствах, с экономической точки зрения дороже, чем традиционное литье. Поэтому 3D-печать моделей для выплавления и выжигания, а также синтез уже готовых для литья форм и стержней, вызывает особый интерес.

Литье с применением аддитивных технологий экономически выгоднее, чем прямая печать.
Области применения
Мастер-модели и литьевые формы напечатанные на 3D-принтере используются на ювелирных предприятиях, в производстве стоматологических и ортопедических изделий, в конструкторских бюро, для проведения НИОКР, в учебных центрах и центрах прототипирования.
Геометрически сложные отливки, полученные в результате применения аддитивных технологий, находят применение в кино и на телевидении, когда требуется быстро изготовить необычный реквизит сложной формы.

Aston Martin 1960 DB 5 агента 007 к фильму “Координаты: Скайфолл” была создана с помощью аддитивных технологий, ради сохранения оригинального автомобиля в трюковых сценах.
Отливка декораций с использованием песчаных литейных форм напечатанных на 3D-принтере.
3D-принтеры и технологии 3D-печати литейных моделей
Для получения литьевых моделей используют 3D-печать по технологиям FDM (FFF), SLS, SLA, DLP. Эти технологии позволяют напечатать необходимую модель для последующего выплавления или выжигания из образованной вокруг нее литьевой формы. Для выплавляемых моделей используется воск, для выжигаемых — ПММА, CAST-пластик и специальные фотополимеры.
Основной плюс использования такого решения — отсутствие необходимости подготовки специальной оснастки, например — пресс-формы, и низкая зольность материалов при выгорании. Подготовленная 3D-модель сразу отправляется на печать и, после небольшой постобработки, готова к использованию.
FDM (FFF): послойное наплавление
Широко известный профессионалам и любителям аддитивных технологий способ 3D-печати, не требующий дополнительного описания.
Материалом нити для FDM-печати выжигаемых моделей служит специальный пластик, либо композит с высоким содержанием воска.
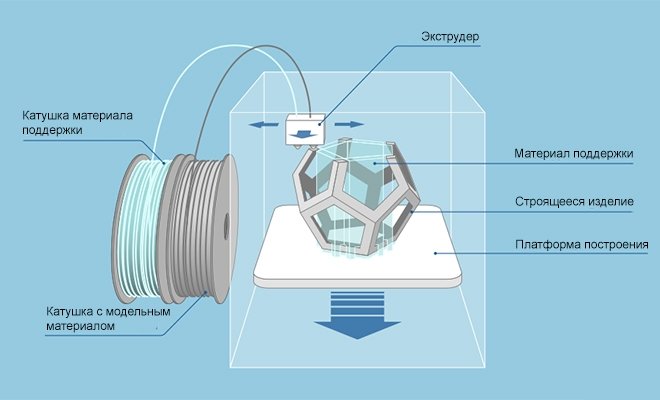
Принципиальное устройство FDM (FFF) — принтера.
Процесс 3D-печати по FDM — технологии
PICASO 3D Designer X
PICASO 3D Designer X — FDM-принтер с областью построения 200х200х210 мм, который может печатать такими материалами, как ABS, PLA, HIPS, PVA, ULTRAN 630, ULTRAN 6130, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX,ETERNAL, FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPERSOFT, PRO-FLEX, TOTAL PRO, NYLON и PEEK со скоростью до 100 см³/ч и с толщиной слоя от 10 мкм.
Материалы

Пластик Filamentarno WAX3D Base – восковой филамент для печати моделей для литья из металлов. Подходит для любых FDM-принтеров. При выгорании Filamentarno WAX3D Base остается минимальная зольность – менее 0,01%. Пластик хорошо подвергается постобработке полировкой, при помощи растворителя или пламенем. Восковые модели не отличаются по свойствам от стандартных и могут использоваться в литейном производстве.
CAST пластик 1,75 REC прозрачный – полиметилметакрилат для литейного производства. Обладает высокой степенью прозрачности и низкой зольностью. Напечатанную этим материалом модель пропитывают восковым раствором для создания гладкой поверхности. Затем в литейном цеху для модели создают систему каналов для равномерной подачи расплава. Затем конструкцию погружают в смесь для формовки, которую наносят в несколько слоев. Так из напечатанной модели и литниковой системы получается неразъемная форма. Печатную модель выжигают из формы. Затем форму прокаливают в печи, после чего ее можно использовать для литья.
SLS – Selective Laser Sintering – селективное лазерное спекание
Применяется для изготовления мастер-моделей сложных форм, умеренной точности и относительно больших габаритов.
Как это работает: в рабочей камере, заполненной инертным газом, например азотом, ролик накатывает полистирольный порошок с размером частиц 50-150 мкм на платформу. Новый слой спекается CO2 — лазером (с температурой 100-120 °C) по сечению “тела” CAD-модели. Дальше рабочая платформа опускается на 0.1-0.3 мм, после чего печатается следующий слой.
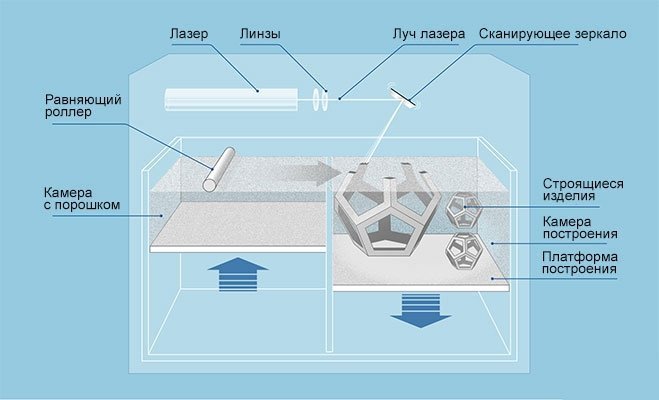
Принципиальное устройство SLS — принтера.
Печатающаяся модель не требует поддержки, т.к опорной служит сам материал (окружающий порошок). Неизрасходованный материал используется повторно.
Процесс 3D-печати по SLS — технологии
Получаемая на таком принтере модель заливается материалом формы, из которой затем выжигается в прокалочной печи. При выжигании выделяются горючие газы, которые необходимо нейтрализовать. Существует опасность засорения формы золой выгоревшей модели, потому материалы для ее изготовления берут с малой зольностью, в сотые доли процента.

Керамическая форма для высокоточного литья и полученная отливка
Onsint SM300

Onsint SM300 — SLS 3D-принтер с областью построения 330х330х450 мм, печатающий со скоростью 25 мм/ч, с толщиной слоя от 60 мкм.
Материалы
PrimeCast 101 – Polystyrene Gray — серый материал на основе полистирола. Подходит для печати моделей для литья из металла, благодаря низкой температуре плавления и точности размеров напечатанных деталей.
SLA — Stereolithography Laser Apparatus — лазерная стереолитография
Процесс печати схож с SLS, только вместо порошкового материала — жидкий. УФ-лазер воздействует на материал, который избирательно и послойно отверждается.
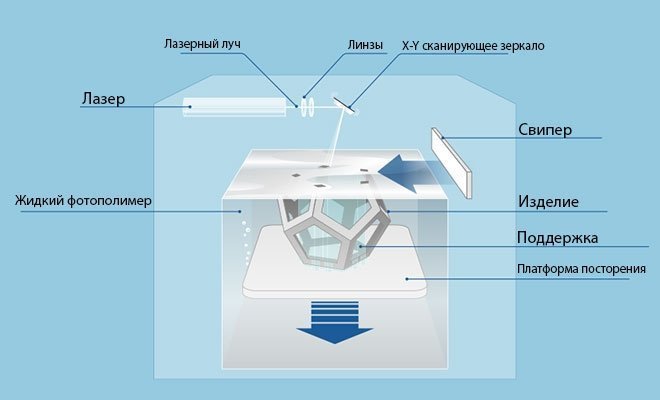
В качестве материала используются светочувствительные смолы и фотополимеры. Рабочая платформа опускается или поднимается (зависит от расположения источника света) и жидкость полимеризуется лазером в заданных точках. Неизрасходованный жидкий материал, как и в случае с порошками, может быть повторно использован для печати последующих моделей.
Процесс 3D-печати по технологии SLA .
Полученные модели имеют высокое качество поверхности, что позволяет обойтись без дальнейшей механической обработки.
Пластиковые стереолитографические модели рабочих колес для водомётных движителей (вверху слева), изготовленные по ним восковые модели (внизу слева) и готовая металлическая отливка (справа).

Слева — SLA- модель, справа — отливка из серебра .
UnionTech RSPro450

3D-принтер UnionTech RSPro450 печатает детали с толщиной слоя от 30 мкм размером 450 x 450 x 300 мм.
Shining3D EP-A450

Фотополимерный принтер Shining3D EP-A450 печататет со скоростью до 120 г/ч объекты размером до 450×450×350 мм.
XJRP SPS 450H
3D-принтер XJRP SPS 450H имеет размер рабочей камеры 450 х 450 х 350 мм и печатает со скоростью 200 г/ч.
Материалы
Смола для стереолитографии Somos Element разработана компанией DSM Additive Manufacturing специально для изготовления моделей для литья. Материал Somos Element не содержит сурьмы. Печать этим материалом позволяет добиться качественных 3D-моделей с высокой степенью повторяемости. Материал обладает высокой прочностью, не деформируется во время хранения и имеет низкую зольность. Остатки материала легко удаляются, оставляя форму чистой.
LCD — Liquid Crystal Display и DLP — Digital Light Processing
Для отверждения фотополимера используется DLP-проектор на чипах DMD или ЖК-экран. Это и является основным отличием от технологии SLA, где используется УФ-лазер. Еще одно отличие — слой проецируется целиком, каждый пиксель одновременно, а не рисуется лучом лазера, что ускоряет процесс.
DMD-чип с двумя микрозеркалами .
Модели, напечатанные на таком принтере, требуют удаления поддержек и обработки ультрафиолетом. То есть, постобработка для полученных по такой технологии моделей не отличается от тех, которые печатают по технологии SLA.
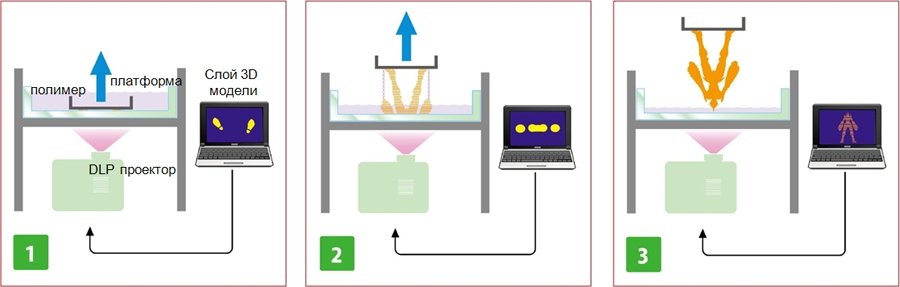
Процесс печати по технологии DLP
Световое “пятно” DLP-проектора, в зависимости от печати конкретного слоя.
DLP-печать позволяет получить модель быстрее, но с менее гладкой поверхностью, чем на SLA-принтере.

SLA (слева) и DLP (справа).

Различие детализации при печати по SLA-технологии и DLP-технологии .
FlashForge Hunter DLP
FlashForge Hunter DLP — DLP-принтер с толщиной слоя в 25-50 мкм и областью печати 120х67,5х150 мм.

Напечатанная модель и готовая отливка, изготовлены с помощью принтера FlashForge Hunter DLP
Photocentric Liquid Crystal Magna

3D-принтер Photocentric Liquid Crystal Magna — один из крупнейших LCD-принтеров. Имеет вместительную рабочую камеру — 510 x 280 x 350 мм и печатает детали с толщиной слоя от 25 мкм.
Материалы
Фотополимер Daylight Precision Castable предназначен для изготовления литейных форм для ювелирных изделий. Демонстрирует высокую точность и детализацию. Поверхность изделий четкая и гладкая. После выжигания материал не оставляет золы, в процессе полимеризации не деформируется.

Деталь напечата фотополимером Daylight Precision Castable черного цвета
3D-принтеры для изготовления форм
Быстро получить качественную литейную форму можно с помощью технологий Binder Jetting и SLS. 3D-принтеры, работающие по данным технологиям, печатают формы из специального литейного песка.
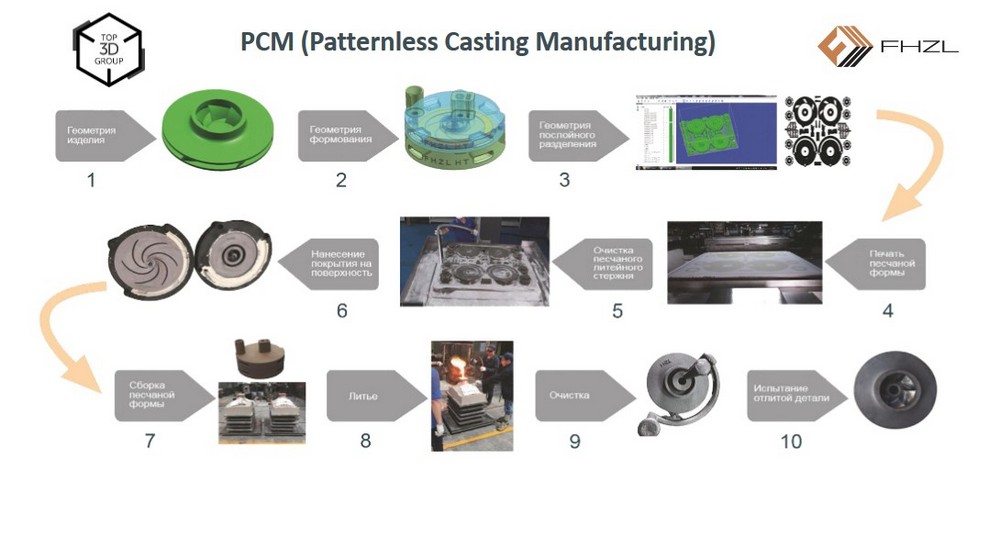
Технология BinderJetting — нанесение связующего вещества
Данная технология позволяет напечатать сложную по геометрии песчаную форму без какой-либо дополнительной обработки. После печати можно сразу приступать к отливке. Основным преимуществом технологии BinderJetting является то, что нет необходимости в каких-то особых условия для работы подобного принтера: печать возможна при комнатной температуре.
Процесс печати по технологии Binder Jet.
Материал, в данном случае — песок, распределяется по рабочей платформе с помощью ролика. Далее, печатающая головка наносит связующий клей поверх порошка. Платформа опускается по толщине слоя модели и объект формируется там, где песок связан с жидкостью (т.е. с клеем). Не использованный материал, по аналогии с SLS-технологией, является поддержкой для будущей модели.
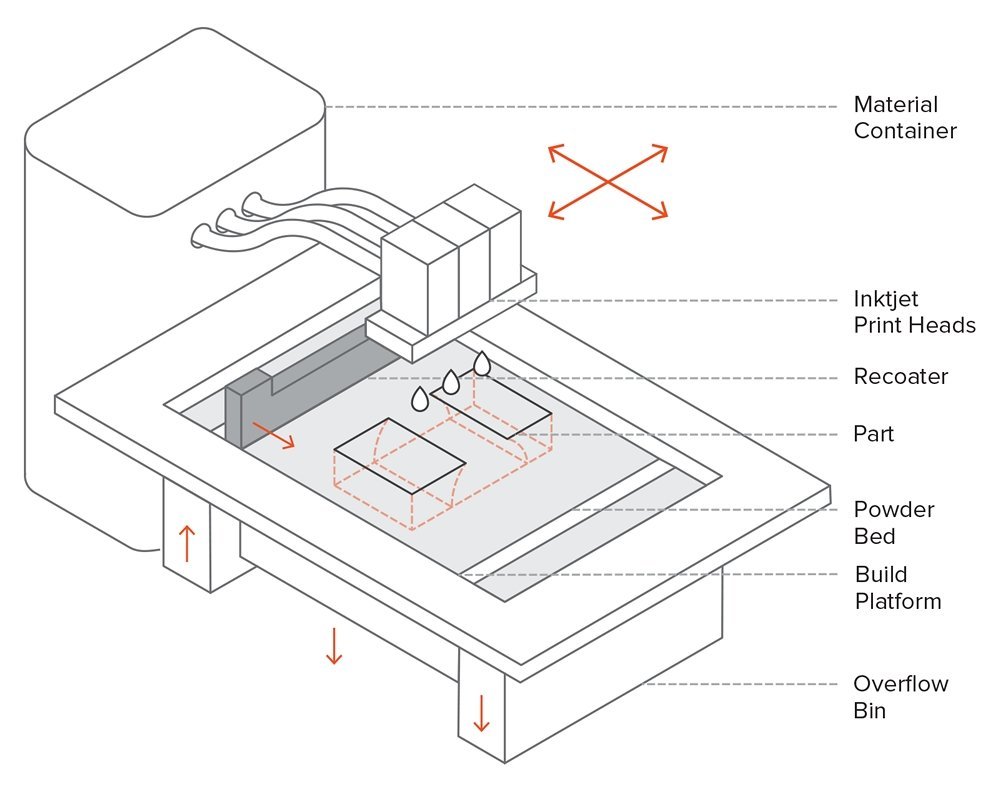
Принципиальное устройство принтера с технологией Binder Jet.




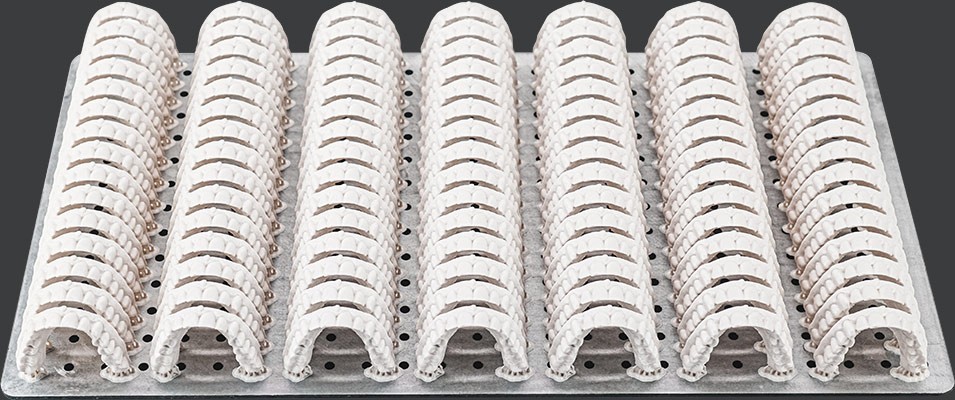
Формы для отливки, напечатанные по технологии Binder Jet.
FHZL PCM1500

Песчаный 3D-принтер FHZL PCM1500 печатает модели с точностью ±0.3 мм, с толщиной слоя от 200 мкм. Вмещает детали до 1500x1000x700 мм.
FHZL PCM2200

Песчаный 3D-принтер FHZL PCM2200 с еще более вместительной рабочей камерой — 2200x1000x800 мм. Печатает кварцевым, кальцинированный, синтетический и хромитовый песком детали с толщиной слоя от 200 мкм.
ExOne S-Max Pro

Промышленный 3D-принтер ExOne S-Max Pro печатает прототипы и формы из песка с толщиной слоя от 260 мкм. Габариты печатаемых моделей не должны превышать размеры рабочей камеры — 10400х3520х2860 мм.

ExOne S-Print

Промышленный 3D-принтер ExOne S-Print с рабочей камерой 800х500х400 мм, печатает изделия с толщиной слоя от 240 мкм.
SLS-печать литейных форм
Основное отличие от указанной ранее SLS-технологии — использование в качестве материала для печати литейного песка, предварительно плакированного полимером. Материал спекается лазером, после чего очищается. Полученная форма помещается в прокалочную печь для отверждения, которое происходит при температуре 300-350 °С. Главное отличие от Binder Jet — более высокая детализация готовой литейной формы. Правда, для получения готовой формы требуется больше времени, из-за необходимости дополнительной обработки.
Солнечная 3D-печать
Кстати, есть ещё одна интересная технология печати песком — Solar Sinter. Разработал её немецкий инженер, дизайнер и художник Маркус Кайзер. Солнечная 3D-печать отлично подойдет для создания песчаных литейных форм, хоть и очень невысокой точности.
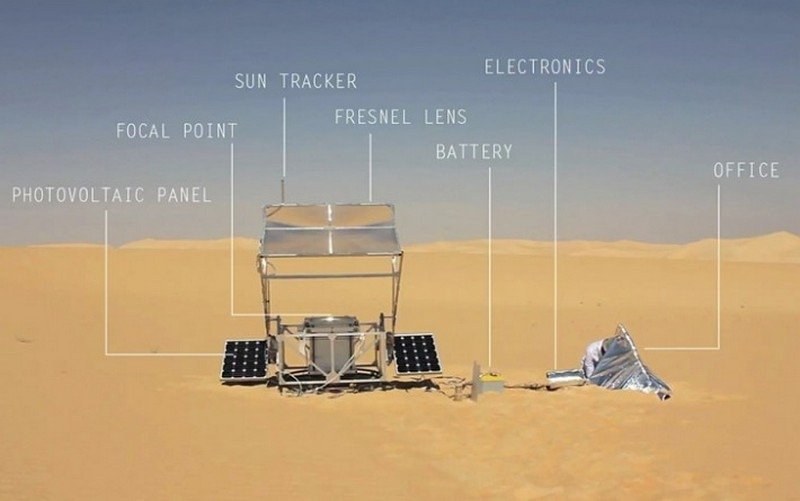
Стоит обратить внимание, что с собой необходимо взять офис. Маркус Кайзер предлагает пирамидальную палатку со светоотражающим покрытием — отличное укрытие от жаркого солнца.
Если ваше предприятие находится в пустыне, то это оптимальный вариант — кругом песок и солнечный свет, которые доступны в стандартную девятичасовую смену. Необходимо только привезти с собой сам принтер с компьютером. Принтер оборудован линзой Френеля, которая концентрирует солнечный свет в пучок, что дает возможность плавить песок с температурой 1400-1600°C; солнечным трекером, что отслеживает положение солнца и поворачивает линзу к нему; и фотоэлементами, для питания электроприводов установки. Главный плюс — экономия на электроэнергии, материалах и аренде помещения. Но еще важнее, пожалуй, концептуальность.
Процесс печати на солнечном 3D — принтере
Такой принтер, и в силу специфики применения, и из-за невысокой точности получаемых моделей, вряд ли можно использовать для промышленных нужд. Но для художников и ремесленников он станет настоящей находкой. Печатать на нем литьевые формы, пожалуй, занятие сомнительное, а вот арт-объекты — самое оно.
Извлечение модели из рабочей зоны солнечного 3D-принтера производится с помощью столовой ложки. Можно использовать вилку, но скорость будет ниже.
А если серьезно — кто знает, куда зайдут технологии дальше? Порой безумные проекты открывают новые возможности в нашей повседневной жизни.
Внедрение 3D-печати делает процесс литья дешевле и быстрее, позволяет изготавливать модели и формы для литья со сложной геометрией, разнообразными габаритами, не теряя в точности получаемой отливки.
Для получения выплавляемых и выжигаемых моделей рекомендуется использовать принтеры, работающие по технологиям FDM(FFF), SLS, SLA/DLP, Voxeljet. Используемые материалы обладают низким процентом зольности, а печатать модели быстрее, чем изготавливать вручную или с помощью станка с ЧПУ.
Пример технологической цепочки для получения отливки с применением выплавляемой модели
Для получения литейных форм подойдут технологии печати Binder Jetting и SLS с подходящим для форм материалом.
Аддитивные технологии в литье применимы в тех случаях, когда необходимо максимально дешево и быстро получить мастер-модель или форму для будущей отливки, например — в конструкторские бюро и на опытных производствах. Применимы они и в серийном производстве — если микронная точность не требуется, разница в скорости и стоимости работ делает их куда привлекательнее механообработки на фрезере с ЧПУ.
Уже сейчас можно заказать отливку из металла или пластмассы и посмотреть на результат применения 3D-печати в литье.
Выберите 3D-принтер для интеграции в литейное производство или оборудование для литейного цеха в Top 3D Shop.
Литье по выплавляемым моделям: взгляд изнутри
Для производства сложных деталей путем литья под давлением выполняется запрессовка материала в специальную пресс-форму. Она точно повторяет конфигурацию элемента будущего изделия и выполнена из материала, который отличается составом, зависящим от параметров будущих изделий. Для мелких используется эластичный легкий состав (воск, парафин или стеарин), а для крупных – более твердый и прочный (пластмасс, полистирол). Материалы не образуют дефектов – изменений формы вылитого изделия в процессе охлаждения при воздействии давления. Габариты отливки рассчитываются с припусками на усадку состава.
Готовые единичные формы собираются в блоки и поступают на заливку. На данном этапе подготовленная форма и все элементы литниковой системы (полости детали) покрываются жидкой смесью со связующим наполнителем. Далее выполняется обсыпка формы в несколько слоев. Каждый пласт отличается фракцией зерна и требует тщательной просушки. В результате формируется плотная оболочковая форма созданного блока. После вытопки ее прокаливают при высокой температуре (около 1000° С) для ликвидации посторонних газообразующих веществ.
Далее, в полученную форму заливается разогретый металл. Содержимое охлаждают и отправляют на выбивку, которая выполняется при помощи молотов. Отливки, полученные этим способом, имеют высокую точность.
Технология практически не имеет недостатков, а ее преимуществом называют возможность производства элементов из сплавов, не поддающихся механической обработке, а также изготовления соединенных отливок с точными размерами, которые необходимы для получения узлов оборудования и не требуют их дополнительной сборки из мелких деталей. Литьё по моделям применяется в опытном, серийном и массовом производстве. Помимо высокой прочности, данные отливки, имеют хорошую чистоту поверхности. Данный способ используют для производства важных узловых деталей.
- модель изготавливается из легкоплавкого материала;
- детали собираются в блоки;
- окружаются керамической оболочкой, затвердевающей и образующей форму;
- при дальнейшем нагревании формы, модель отливки плавится и изымается;
- в появившиеся полости (литниковую систему) заливается металл, который в точности повторяет исходную форму всех элементов будущей детали.
Как осуществляется процесс
При серийном производстве мелких или крупных деталей разрабатывается эскиз и чертеж изделия, выполняется макет и пресс-форма, подбирается материал из металла, гипса, огнеупорной глины. Производственный процесс выполняется в следующей последовательности:
- сборка разъемной литейной формы;
- разогретая воскообразная масса легкоплавкого вещества (парафин, стеарин, воск) заливается в отверстие формы под давлением 2,5−3 атм;
- после охлаждения заготовки соединяются в блоки методом пайки с литниковой системой.
Принцип литья по выплавляемым моделям заключается в изготовлении материала на основе неразъемной формы, обеспечивающей высокую точность готового продукта. Выбранный способ литья помогает получить детали с толщиной стенок 0,5 мм из стали тугоплавкого сплава, не поддающегося механической обработке.
Готовый продукт подвергается облицовке суспензией, в состав которой входит кварц пылевой фракции и жидкое стекло или этилсиликат.
Облицовочная жидкость, для приготовления которой используется этилсиликат , содержащий в составе 32 или 40% SiO 2, наносится в несколько слоев. В процессе гидролиза суспензии принимает участие этиловый спирт. Каждый последующий слой облицовки обсыпается мелким промытым песком из кварца или порошком измельченного маршалита, высушивается, после чего цикл повторяется от 5 до 11 раз. Модельный состав вытапливается паром, горячей водой или прогревом.
Формирование формы занимает от 2 часов до 2 суток, в конечном результате получается твердая оболочка толщиной до 3 мм, после чего пресс-форма переходит на участок выплавки модели из формы методом разогревания в термическом шкафу при температуре +1200 С…+1500 С или в горячей воде 900 С. После удаления наполнителя форма помещается в опоку и засыпается сухим порошком из кварца, циркона, электрокорунда или магнезита.
На следующем производственном этапе подготовленная форма переносится в термическую печь для выжига остатков легкоплавкой массы и последующей закалки при температуре
9000 С в течение 4 часов. После завершения прогрева форма заполняется расплавленным металлом, оставляется до охлаждения, отливок удаляется из литниковой системы, подвергается термической обработке и финишной очистке. Хранят модели в термостате или в холодной проточной воде.
Особенностью огнеупорной суспензии является изменение физического состояния облицовочного раствора при изменении рецептуры. Если в подготовленную чистую суспензию ввести водный раствор щелочи, то запускается процесс затвердения, благодаря которому появляется возможность получения основы для изготовления разъемной керамической формы.

Область применения технологии
Область применения данного метода – изготовление отливок массой от нескольких граммов до десятков килограммов. Это корпуса и элементы приборов, режущий и медицинский инструмент, детали для авто, фото и видеотехники, швейного и текстильного оборудования, для выполнения некоторых элементов художественного литья, а также в ювелирной отрасли.
Выплавляемые модели изготавливают в пресс-формах из парафиновых, восковых, стеариновых составов, включающих жирные кислоты. Данные составы характеризуются высокой эластичностью, полностью заполняют все полости и дают четкий отпечаток.
Использование технологии литья открывает перед инженерами огромный потенциал, дающий возможность проектировать сложные тонкостенные конструкции, соединять единичные детали в компактные цельнолитые узлы. При этом значительно уменьшается масса и размеры изделий, создаются нестандартные элементы, необходимые в процессе ускоренного развития технического прогресса, усложняются конструкции, видоизменяются, усовершенствуются и корректируются многие комплектующие и узлы. Со временем модифицировался и состав отливок. В некоторых случаях требовалось создание жаропрочных сплавов, которые удалось получить, в результате использования никеля.
Что такое литье по выплавляемым моделям
Литье по выплавляемым моделям — это способ получения фасонных отливок из металлических сплавов в неразъемной, горячей и негазотворной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, выплавлением или растворением При этом способе литья в пресс-формы (обычно металлические) запрессовывают легкоплавкий модельный состав (парафин, стеарин, церезин, буроугольный воск, торфяной битум, канифоль, полистирол, полиэтилен, этил-целлюлозу, жирные кислоты, озокерит и др.), который после затвердевания образует модели деталей и литниковой системы.
На рис. 1 приведен один из типовых процессов изготовления отливок (рис. 1, а) . Пресс-форму изготовляют металлической или пластмассовой, разъемной, состоящей из двух частей (рис. 1, б) . В пресс-форме выполняют каналы для литниковой системы. Расплавленный легкоплавкий сплав заливают под небольшим давлением в пресс-форму (рис. 1, в). При этом получают легкоплавкую модель точных размеров. После затвердевания модель (рис. 1, г) вынимают из пресс-формы, собирают в блоки с общей литниковой системой (рис. 1, д) и погружают в огнеупорную суспензию, состоящую из пылевидного кварца, циркона, корунда (70 %) и связующего (обладает большой клейкостью) — коллоидного раствора диоксида кремния (30 %). Затем блок моделей посыпают сухим песком и сушат на воздухе Повторяя эти операции несколько раз, получают форму толщиной 5 . . . 8 мм (рис. 1, е) .
Модели выплавляются из формы с помощью горячего воздуха (120. . .150 °С), пара или горячей воды. Для крупных отливок облицованную и просушенную форму с литниковой системой помещают в металлический жакет и засыпают песком или металлической дробью (рис. 1, ж), хотя можно заливать металл в формы и без опорного наполнителя.

Рис. 1. Последовательность изготовления отливок литьем по выплавляемым моделям: а — будущая отливка; б — пресс-форма; в — пресс-форма, заполненная легкоплавким сплавом; г — легкоплавкая модель; д — легкоплавкие модели с литниковой системой; е — легкоплавкие модели, покрытые слоем огнеупорного материала; ж — заформованные модели; з — модели, залитые металлом
Готовую форму прокаливают до температуры 850. . .900 °С, при этом остатки легкоплавкого состава выгорают. Форма превращается в прочную керамическую оболочку. Форму заливают расплавленным сплавом (рис. 1, з) . При необходимости сплав подают в форму под действием центробежных сил.
После затвердевания металла блоки отливок выбивают из опок, отбивают керамическую корку, а из отверстий и внутренних каналов корку выщелачивают при температуре 120. . .140 °С в растворе едкого калия. Потом отливки промывают в горячей воде и после контроля отрезают литники и зачищают их остатки.

Рис. 2. Образцы сложных деталей, полученных литьем по выплавляемым моделям
Способ обеспечивает получение сложных по форме отливок массой от 2 г до 300 кг (рис. 2) со стенками толщиной от 0,3 мм из стали и жаропрочных сплавов, которые трудно обрабатывать механическим способом, с шероховатостью поверхности Ra = 6,3 . . .1,6 мкм и точностью размеров до 11-го квалитета. Размеры отливок максимально приближены к размерам готовой детали, вследствие чего за счет сокращения механической обработки снижается стоимость готового изделия.
Методом литья по выплавляемым моделям изготавливают, наряду с заготовками и деталями машиностроения, также художественные отливки, ювелирные изделия, зубные протезы и другие изделия. Этот метод можно использовать в условиях единичного (рис. 3), серийного и массового производства. Литье по выплавляемым моделям является усовершенствованным способом, применявшимся в древние времена для литья художественных и ювелирных изделий по восковым моделям.
Виды оборудования для литья по выплавляемым моделям. Оборудование выбирается в зависимости от типа производства. Последовательное выполнение работ по автоматизации операций позволило создать комплекс машин для приготовления модельной пасты и изготовления моделей без применения ручного труда.

Рис. 3. Схема изготовления моделей с помощью ручного шприца в единичном производстве: а — заполнение шприца всасыванием модельного состава; б — заполнение шприца накладыванием модельного состава; в — запрессовка модельного состава в пресс-форму.
В этом комплексе автоматизированы операции расплавления, фильтрации и отстоя жидкого модельного состава; выравнивания температуры и подачи состава к мазеприготовительному агрегату; охлаждения модельного состава, насыщения его воздухом и превращения в пасту; подачи модельной пасты под давлением к шприцу автомата для изготовления моделей; поддержания постоянной температуры модельной пасты, подаваемой к шприцу; запрессовки модельного состава в пресс-форму; охлаждения моделей в пресс- форме; очистки и смазывания пресс-форм; удаления питателя; транспортирования пресс-форм и удаления моделей; поддержания постоянной температуры модельного состава во всех емкостях, трубопроводах и механизмах; контроля расхода охлаждающей мешалку воды, давления пара и сжатого воздуха.
Рассмотрим некоторое оборудование по этапам технологического процесса.
Выбор литейного сплава
Современный процесс изготовления отливок по моделям включает серьезный подход к выбору литейного сплава. Их изготавливают из различных литейных сплавов: углеродистых и легированных, стойких к коррозии, жаростойких и жаропрочных сталей, цветных сплавов и составов на основе чугуна.
При производстве литейной продукции учитываются условия, в которым она будет функционировать. От этого и зависит материал отливок. Так для производства высокогерметичных корпусов подбирается металл, несклонный к образованию усадочной рыхлости и пористости. Для комплектующих, требующих высокой жаропрочности – никелевые составы.
При выборе литейного сплава необходимо иметь полное представление и точные требования к материалу отливок. Четко сгруппировать условия работы и назначение будущих деталей. Это даст возможность наиболее правильно подобрать необходимый сплав, с учетом его специфических характеристик.
Литниково-питающая система при литье по выплавляемым моделям
Ее особенности заключаются в следующем:
1. Этот метод продолжительное время используется в литейном производстве, дает возможность делать сложные конструкции, упрощает процесс производства. Система состоит из:
- воронки для литья;
- опоры;
- питателей и зумпфа.
При заливке — струя делится в зумпфе, что уменьшает температурное воздействие. Это положительно влияет на качество отливки. Она применяется в машиностроении и других отраслях промышленности.
2. Могут проявиться следующие недостатки:
- гидродинамический удар способен создать трещины в керамической форме;
- увеличение струи литья может разрушить оболочку;
- завихрения струи могут спровоцировать отслоение элементов и их попадание в структуру готового изделия.
Для предотвращения этого разработано техническое решение по разделу струи горячего металла, что оберегает общую конструкции от преждевременного разрушения.
3. Правильное соотношение между преимуществами и недостатками такой конструкции при осуществлении литья понизит негативное воздействие на 40%. Для этого необходимо сделать следующее:
- модель производится из обычных материалов; на форму наносится определенное количество слоев, защищающих ее от температурного воздействия;
- каждый слой после нанесения должен высохнуть на 100%;
- в период заливки расплавленного металла плавно увеличивается струя.
Это все приводит к увеличению прочности оболочки и понижению воздействия на нее. Простое решение при литье по выплавляемым моделям приводит к использованию системы в промышленных масштабах. Что значительно удешевляет стоимость готовой продукции.

Оборудование для литья
При выполнении работ, связанных с литьем по выплавляемым моделям, нужны знания и специальное оборудование. Это оригинальные и компактные системы, необходимые для качественного заполнения литейной формы с оптимальной скоростью и получения металла необходимой плотности. Их работа исключит образование пустот и неметаллических включений, что значительно повысит качество и эксплуатационные характеристики будущих изделий.
Каждая литая деталь – это оригинальная конструкция, требующая наличия самостоятельной литниково-питающей системы (ЛПС) для отдельной отливки. Вместе с этим они имеют много общего – размеры стенок, узлов, соединений. Это дает возможность для использования типичных конструкций ЛПС и формирования стандартных методов расчета.
В процессе производства используются автоматы для приготовления модельного состава и изготовления элементов. Это агрегаты для приготовления смесей, линии для охлаждения пресс-форм, установки для приготовления покрытия, бойлерклавы для удаления составов, оборудование для обжига керамических форм, гидравлические молоты и т.д.
Изготовление моделей
Модельный состав, состоящий из двух или более легкоплавких компонентов: парафина, стеарина, жирных кислот, церезина и др., в пастообразном состоянии запрессовывают в прессформы (рисунок 2.5, а). В качестве материала прессформ в зависимости от вида производства используют гипс, пластмассы, легкоплавкие металлы, сплавы, сталь или чугун. После затвердевания модельного состава прессформа раскрывается и модель (рисунок 2.5, б) выталкивается в ванну с холодной водой.

Рисунок 2.5 – Последовательность операций процесса литья по выплавляемым моделям:
1 – прессформа; 2 – модельный состав; 3 – модель; 4 – модельный блок; 5 – емкость с керамической суспензией; 6 – специальная установка для обсыпки; 7 – кварцевый песок; 8 – бак с водой; 9 – устройство для нагрева воды; 10 – электрическая печь; 11 – оболочки; 12 – жаростойкая опока; 13 – ковш с расплавленным металлом
Организация литейного производства
Не у всех есть возможность иметь целый арсенал приспособлений для самостоятельного выполнения литья. Поэтому не стоит своими руками, в домашних условиях, без применения спецтехники осуществлять сложные литейные работы. Доверьте их профессионалам, имеющим для этого все необходимые навыки, оборудование и экспертные познания.
Если вы запланировали открытие собственного литейного производства, но ощущаете недостаток знаний, его организацию лучше поручить прогрессивной инжиниринговой , специализирующейся на различных технологиях литейной отрасли. Это специалисты с большим опытом в данной сфере, оказывающие все виды инжиниринговых услуг – от этапов проектирования, ввода в эксплуатацию литейного производства и до его выхода на высокие проектные мощности.
Операции получения отливки
Существуют особенности литья по выплавляемым моделям при производстве подобных изделий. К ним относятся:
- Расплавленный металл заливается равномерно и постепенно. Это даёт возможность сделать выплавляемые детали с гладким и точным покрытием, которое не будет нуждаться в механической доработке.
- Литьё должно иметь необходимую температуру, для каждого материала она разная.
- Время заливки расплавленного состава будет зависеть от сложности будущей конструкции. Важно это делать постепенно, однако не затягивать процесс слишком долго.
- Чтобы выплавить качественное изделие необходимо осознавать, что тонкие детали кристаллизуются и остывают быстрее чем массивные элементы.
- Чтобы литьё остывало равномерно, форму оснащают специальным теплообменником в виде элементов с повышенной проводимостью тепла. Это может быть чугун либо графит.
- При охлаждении литьё передает свою температуру на форму неравномерно, на ее внутренней стороне температура не отличается от остывающей заготовки.
- Выбивка выплавляемой продукции производится после окончания процесса кристаллизации и полного остывания. Спешка может негативно сказаться на качестве изделия.
Благодаря выплавляемым моделям есть возможность сделать своими силами деталь любой сложности. Это дает возможность усовершенствовать производство необходимых предметов.
Традиционный процесс производства керамических оболочек
При традиционном способе производства керамических оболочек для литья по выплавляемым моделям испарение спирта из резервуаров с суспензией и сохнущих оболочек вынуждает устанавливать то или иное оборудование для улавливания и снижения выбросов. Необходимо соблюдать меры предосторожности при транспортировке и хранении суспензий на спиртовой основе, внедрить систему постоянного плотного контроля температуры и влажности в сушильных отделениях, а суспензия склонна превращаться в гель. В случае превращения суспензии в гель она становится бесполезной и подлежит утилизации наравне с другими отходами производства. Традиционные методы производства оболочек на водной основе лишены этих экологических и транспортных недостатков, но отличаются длительными периодами сушки. Однако разработка и внедрение латексных суспензий на водной основе сократили периоды сушки, приблизив их по этому параметру к оболочкам на спиртовой основе. Несмотря на преимущества нового подхода, переход к методам на водной основе до сих пор воспринимается как крупный коммерческий риск, и в настоящее время на него решилась лишь одна треть восточноевропейских / российских и украинских литейных компаний.
Плюсы и минусы процесса
Литьё по выплавляемым моделям имеет свои преимущества:
- отсутствие разъема в форме приводит к повышению точности литья;
- простота действий и дешевизна рабочего процесса;
- возможность сделать огромное разнообразие форм для отливки;
- широкий диапазон размеров и массы отливок;
- дает возможность получить сложные конструкции из любых сплавов;
- высокая точность изделия и чистота поверхностного слоя может исключить необходимость последующей механической обработки;
- оболочка легко разрушается;
- отливки хорошо очищаются от ее остатков.
Присутствуют и недостатки:
- требует осторожности в ходе проведения технологического процесса литья;
- длительность рабочего процесса подготовки формы;
- данное производство является рентабельным только при его массовом применении;
- необходимость проветривания в помещении;
- следует строго придерживаться технике безопасности;
- работа с расплавленным металлом требует особого внимания.
Как видим, литьё по выплавляемым моделям обладает достаточным количеством преимуществ, по этой причине оно широко применяется в различных отраслях машиностроения.
Цеха для литья по выплавляемым моделям находятся во многих самодостаточных заводах. Это позволяет делать качественные детали с большой точностью в короткие сроки, экономя денежные средства.
Оборудование для литья по выплавляемым моделям
Технология литья по выплавляемым моделям (ЛВМ) – один из древних способов производства металлических изделий под низким давлением. Он используется для изготовления высокоточных деталей сложной формы. Применяется в случаях, когда невозможно использование более простых методов. Данный процесс обработки металла считается прогрессивным, экономным и трудосберегающим.
Как проходит процесс?
Для производства сложных деталей путем литья под давлением выполняется запрессовка материала в специальную пресс-форму. Она точно повторяет конфигурацию элемента будущего изделия и выполнена из материала, который отличается составом, зависящим от параметров будущих изделий. Для мелких используется эластичный легкий состав (воск, парафин или стеарин), а для крупных – более твердый и прочный (пластмасс, полистирол). Материалы не образуют дефектов – изменений формы вылитого изделия в процессе охлаждения при воздействии давления. Габариты отливки рассчитываются с припусками на усадку состава.
Готовые единичные формы собираются в блоки и поступают на заливку. На данном этапе подготовленная форма и все элементы литниковой системы (полости детали) покрываются жидкой смесью со связующим наполнителем. Далее выполняется обсыпка формы в несколько слоев. Каждый пласт отличается фракцией зерна и требует тщательной просушки. В результате формируется плотная оболочковая форма созданного блока. После вытопки ее прокаливают при высокой температуре (около 1000° С) для ликвидации посторонних газообразующих веществ.
Далее, в полученную форму заливается разогретый металл. Содержимое охлаждают и отправляют на выбивку, которая выполняется при помощи молотов. Отливки, полученные этим способом, имеют высокую точность.
Технология практически не имеет недостатков, а ее преимуществом называют возможность производства элементов из сплавов, не поддающихся механической обработке, а также изготовления соединенных отливок с точными размерами, которые необходимы для получения узлов оборудования и не требуют их дополнительной сборки из мелких деталей. Литьё по моделям применяется в опытном, серийном и массовом производстве. Помимо высокой прочности, данные отливки, имеют хорошую чистоту поверхности. Данный способ используют для производства важных узловых деталей.
- модель изготавливается из легкоплавкого материала;
- детали собираются в блоки;
- окружаются керамической оболочкой, затвердевающей и образующей форму;
- при дальнейшем нагревании формы, модель отливки плавится и изымается;
- в появившиеся полости (литниковую систему) заливается металл, который в точности повторяет исходную форму всех элементов будущей детали.
Область применения технологии
Область применения данного метода – изготовление отливок массой от нескольких граммов до десятков килограммов. Это корпуса и элементы приборов, режущий и медицинский инструмент, детали для авто, фото и видеотехники, швейного и текстильного оборудования, для выполнения некоторых элементов художественного литья, а также в ювелирной отрасли.
Выплавляемые модели изготавливают в пресс-формах из парафиновых, восковых, стеариновых составов, включающих жирные кислоты. Данные составы характеризуются высокой эластичностью, полностью заполняют все полости и дают четкий отпечаток.
Использование технологии литья открывает перед инженерами огромный потенциал, дающий возможность проектировать сложные тонкостенные конструкции, соединять единичные детали в компактные цельнолитые узлы. При этом значительно уменьшается масса и размеры изделий, создаются нестандартные элементы, необходимые в процессе ускоренного развития технического прогресса, усложняются конструкции, видоизменяются, усовершенствуются и корректируются многие комплектующие и узлы. Со временем модифицировался и состав отливок. В некоторых случаях требовалось создание жаропрочных сплавов, которые удалось получить, в результате использования никеля.
Выбор литейного сплава
Современный процесс изготовления отливок по моделям включает серьезный подход к выбору литейного сплава. Их изготавливают из различных литейных сплавов: углеродистых и легированных, стойких к коррозии, жаростойких и жаропрочных сталей, цветных сплавов и составов на основе чугуна.
При производстве литейной продукции учитываются условия, в которым она будет функционировать. От этого и зависит материал отливок. Так для производства высокогерметичных корпусов подбирается металл, несклонный к образованию усадочной рыхлости и пористости. Для комплектующих, требующих высокой жаропрочности – никелевые составы.
При выборе литейного сплава необходимо иметь полное представление и точные требования к материалу отливок. Четко сгруппировать условия работы и назначение будущих деталей. Это даст возможность наиболее правильно подобрать необходимый сплав, с учетом его специфических характеристик.
Оборудование для литья
При выполнении работ, связанных с литьем по выплавляемым моделям, нужны знания и специальное оборудование. Это оригинальные и компактные системы, необходимые для качественного заполнения литейной формы с оптимальной скоростью и получения металла необходимой плотности. Их работа исключит образование пустот и неметаллических включений, что значительно повысит качество и эксплуатационные характеристики будущих изделий.
Каждая литая деталь – это оригинальная конструкция, требующая наличия самостоятельной литниково-питающей системы (ЛПС) для отдельной отливки. Вместе с этим они имеют много общего – размеры стенок, узлов, соединений. Это дает возможность для использования типичных конструкций ЛПС и формирования стандартных методов расчета.
В процессе производства используются автоматы для приготовления модельного состава и изготовления элементов. Это агрегаты для приготовления смесей, линии для охлаждения пресс-форм, установки для приготовления покрытия, бойлерклавы для удаления составов, оборудование для обжига керамических форм, гидравлические молоты и т.д.
Организация литейного производства
Не у всех есть возможность иметь целый арсенал приспособлений для самостоятельного выполнения литья. Поэтому не стоит своими руками, в домашних условиях, без применения спецтехники осуществлять сложные литейные работы. Доверьте их профессионалам, имеющим для этого все необходимые навыки, оборудование и экспертные познания.
Если вы запланировали открытие собственного литейного производства, но ощущаете недостаток знаний, его организацию лучше поручить прогрессивной инжиниринговой компании «СЛТ – современные литейные технологии», специализирующейся на различных технологиях литейной отрасли. Это специалисты с большим опытом в данной сфере, оказывающие все виды инжиниринговых услуг – от этапов проектирования, ввода в эксплуатацию литейного производства и до его выхода на высокие проектные мощности.
Оборудование, станки для литья металла. Точное литье металла.


Осуществляем поставки станков и вспомогательного оборудования для оснащения цехов, в частности для литья металла по выплавляемым моделям ЛВМ, литья по выжигаемым моделям ЛГМ.
Оборудования для производства фитингов и запорной арматуры, деталей насосов, других деталей и отливок для машиностроения, производства запчастей, литье чугуна, стали, другого.
Обращаем внимание, что производство каждого вида станка требует соответствующей специализации и производственных мощностей. Поэтому в большинстве случаев все производители ориентированы на выпуск станков/оборудования одного направления. Мы постараемся предложить наиболее полный ассортимент оборудования необходимый при литье. Так как наша компания заинтересована в расширении сотрудничества с Китайскими производителями и Российскими покупателями, виды предлагаемого нами оборудования будут постоянно пополняться.
Так же можно направить нам запрос на интересующее оборудование, не указанное в приведенном ниже списке, но соответствующее теме раздела, и мы подберем соответствующего производителя в Китае.
Оборудование для литья по выплавляемым моделям – ЛВМ.
- Шприц-машина для изготовления моделей
- Шприц-машина для работы с ручными пресс-формами
- Шприц-машина с вертикальной запрессовкой, одноместная
- Двухстанционная шприц-машина автомат с рамой “С” типа
- Шприц-машина одноместная с усилием запирания 20тонн, давление впрыска 2.5 – 10МПа
- Шприц-машина усилие запирания 100тонн, макс. объем запрессовки 20 литров, размер формы 1000*1000*800мм
Оборудование для удаления модельного состава из керамического блока
- Бойлерклав, установка для выплавки модельного состава
- Оборудование для очистки, регенерации модельного состава
Оборудование для обсыпки модельных блоков, приготовления раствора
- Пескосып дождевой барабанного типа
- Обсыпная установка песком с вытяжным вентилятором
- Обсыпная установка с кипящим слоем
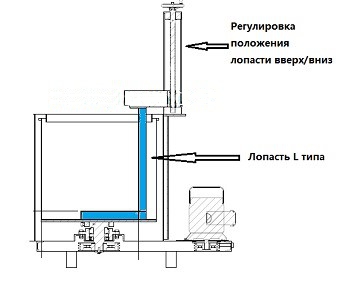
- Смеситель L типа для огнеупорной суспензии
- Бак для приготовления суспензии
- Загрузчик песка для пескосыпа
Оборудование для очистки отливок от керамики.
- Пневматическая машина для отделения керамики от модельного блока
- Установка очистки отливок, проточных каналов от остатков керамики
- Двойной шлифовальный станок
- Отрезной станок
- Насосная станция для транспортировки модельного состава
Оборудование для литья по выплавляемым моделям – ЛВМ
Машина для изготовления восковых моделей


Оборудование применяется в литье по выплавляемым моделям ЛВМ для производства восковой модели отливки небольшого и среднего размеров, требующих высокого качества, обеспечивает высокоточное литье. Производство таких моделей как детали насосов, оборудования, фитингов и запорной арматуры, лопаток, другого.
Двух постовая комплектация шприц-машины.
Боковое расположение сопла инжекции.
Рама главной машины в форме “С”.
Усилие запирания пресс-формы 8, 10 и 16тон.
Шприц-машина оснащена отдельной емкостью вместимостью 120 литров для приготовления модельного состава и замешивания воздуха в модельный состав.
Внутренний материал емкости – нержавеющая сталь, чтобы модельный состав всегда оставался чистым.
Регулируемое давление впрыска, возможность допрессовки.
Максимальный объем впрыска до 5 литров. Скорость впрыска 0.25Л/С. Продолжительность впрыска 0 – 999С.
Контроль температуры сопла инжекции и емкости с модельным составом.
Движение сопла инжекции вверх/вниз. Ход сопла вперед/назад 200мм.
Электрический обогрев сопла и рукава подачи модельного состава.
Управление – сенсорная панель с возможностью запоминания до 40ка рабочих программ.
Контроль и управление работой шприц-машины.
Шприц-машина для восковых моделей

Установка для производства восковых моделей при литье по выплавляемым моделям. Для работы с ручными пресс-формами.
Запрессовка модельного состава в пресс-форму при помощи “пистолета”.
Бак 1 емкость 100Л для хранения воска/модельного состава и подачи воска к шприцу запрессовки.
Обогрев бака, размешивающая лопасть для воска.
Бак 2 емкость 120Л для подготовки модельного состава.
Замешивание воздуха в модельный состав – две лопасти.
Есть обогрев бака и водное охлаждение.
Внутренний материал обоих баков нержавеющая сталь 316 толщиной 5мм
Длина рукава подачи модельной массы к шприцу от 2х до 5.5 метров.
Панель управления – логически программируемый контроллер, сенсорный экран. Язык интерфейса управления русский/китайский.
Шприц-машина с вертикальной запрессовкой, одноместная MDZL 120
Недорогая шприц-машина MDZL 120 с вертикальной запрессовкой модельного состава.
Шприц-машина вертикальная для работы с ручными пресс-формами. Применяется при производстве отливок способом ЛВМ литья по выплавляемым моделям.
Машина изготавливает восковую модель будущей отливки.
Одноместная шприц-машина с вертикальным положением сопла запрессовки, без верхней зажимающей плиты. Подходит для работы с ручными пресс-формами. Объем одной запрессовки до 5 литров.
Возможность выдержки и допрессовки. Давление запрессовки 0.4 – 1.5 МПа, гидравлическая система.
Ход сопла 50-500мм, минимальное положение сопла относительно рабочего стола 50мм.
Объем бака для воска 120 Литров, возможность замешивания воздуха в модельный состав.
Наличие охлаждения бака с модельным составом.
Двухстанционная шприц-машина автомат с рамой “С” типа


Оборудование применяется в литье по выплавляемым моделям ЛВМ для производства восковой модели отливки небольшого и среднего размеров, требующих высокого качества, обеспечивает высокоточное литье. Производство таких моделей как детали насосов, оборудования, фитингов и запорной арматуры, турбинных лопаток, другого.
Двух постовая комплектация шприц-машины. Боковое расположение сопла инжекции. Рама главной машины в форме “С”.
Усилие запирания пресс-формы 8, 10 и 16тон.
Шприц-машина оснащена отдельной емкостью вместимостью 120 литров для приготовления модельного состава и замешивания воздуха в модельный состав. Внутренний материал емкости нежавейка, чтобы модельный состав всегда оставался чистым.
Регулируемое давление впрыска, возможность допрессовки.
Максимальный объем впрыска до 5 литров. Скорость впрыска 0.25Л/С. Продолжительность впрыска 0 – 999С.
Контроль температуры сопла инжекции и емкости с модельным составом.
Оборудование для удаления модельного состава из керамического блока
Бойлерклав (Автоклав), установка для выплавки модельного состава


Промышленный горизонтального типа. Позволяет быстро удалить модельный состав не повреждая керамическую оболочку. Время выравнивания давления 8 секунд. Температура 180С, давление 0 -0.9МПа. Материал рабочей камеры нержавейка AISI304 либо сталь.
Применяется при производстве отливок по технологии литья по выплавляемым моделям (ЛВМ). Предназначен для вытапливания при температуре и под давлением модельного воска из твердой формы оболочки. Вытопка воскового состава из модельного блока, депарафинизация. Возможность удаления модельного состава из керамического блока сложной формы.
Время вытопки 10-20 минут в зависимости от размеров и сложности модельного блока.
Бойлерклав обеспечивает полное удаление модельной массы из керамического блока, после него не требуется дожиг оставшейся модельной массы.
Бойлерклав Модель MZDTL100. Размер рабочей камеры Ф1000*1200мм.
Бойлерклав Модель MZDTL100. Размер рабочей камеры Ф1000*1200мм.
Бойлерклав Модель MZDTL120. Размер рабочей камеры Ф1200*1400мм.
Бойлерклав Модель MDTL120. Размер рабочей камеры Ф1200*1400мм.
Бойлерклав Модель MZDTL120. Размер рабочей камеры Ф1200*1200мм.
Бойлерклав Модель MDTL120. Размер рабочей камеры Ф1200*1200мм.
Бойлерклав Модель MDTL120. Размер рабочей камеры Ф1200*1200мм.
Может быть дополнен системой очистки – регенерации модельной массы.
Оборудование регенерации модельного состава.

Оборудование предназначено для очистки модельного состава, применяемого для изготовления восковых моделей при производстве отливок способом ЛВМ (литья по выплавляемым моделям).
В состав оборудования входят:
Испаритель – трехуровневое удаление воды из воска, фильтрация включений.
Нагревающая емкость с лопастью для окончательного удаления влаги.
Нагревающая емкость для отстаивания воска и удаления примесей.
Насосная станция транспортировки воска.
Трубопровод с обогревом для транспортировки модельной массы (воска).
Оборудование работает вместе с бойлерклавом.
Управление:
1. Кнопочная панель управления.
2. Полностью автоматизированное управление панелью PLC (программируемый логический контроллер).
Принцип работы оборудования: воск, вытопленный из модельного блока в автоклаве, поступает в испаритель для удаления влаги. После испарителя воск (модельная масса) переходит в емкости второго этажа (второго уровня) для окончательного удаления влаги, последний этап – воск через кран сливается из емкостей второго этажа в емкости первого этажа для отстаивания примесей, осадка. После полного цикла очистки модельная масса транспортируется к шприц-машине, либо к емкости хранения.
Оборудование для обсыпки модельных блоков, приготовления раствора
Пескосып дождевой барабанного типа


Применяется в производстве отливок при литье по выплавляемым моделям – ЛВМ.
Нужен для обсыпки песком модельных блоков. Обеспечивает равномерное обсыпание песком. Оснащается виброситом.
Скорость вращения барабана регулируется 0 -8.9 оборотов/мин.
Диаметр барабана 600мм, 1000мм, 1200мм, 1600мм.
Комплектуется кожухом пылеудаления на выходе рабочего барабана, сеткой на дне барабана для сбора гранул, других включений.
Обсыпная установка с кипящим слоем.

Обсыпка модельного блока песком при изготовлении отливок способом ЛВМ – литья по выплавляемым моделям.
Модель MFS80 диаметр бункера Ф800, высота 550мм. Мощность воздуходувки 5.5кВт.
Модель MFS100 диаметр бункера Ф1000мм, высота 550мм. Мощность воздуходувки 7.5кВт.
Смеситель L типа

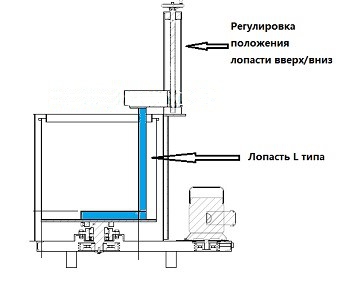
Смеситель L типа – оснащен лопастью в форме “L», название соответствует типу лопасти.
Принцип работы оборудования – вращается бак смесителя, лопасть остается неподвижной.
Предназначен для приготовления огнеупорной суспензии для обмазки модельного блока восковой модели. Для покрытия модельного блока суспензией он окунается в суспензию прямо в смесителе. Применяется при производстве отливок способом ЛВМ – литья по выплавляемым моделям.
Размешивающая лопасть выполнена в форме “L”. Низкий уровень шума при работе.
Диаметр рабочего цилиндра 600мм, 800мм, 1000мм, 1200мм, 1600мм
Скорость оборотов 25 об./мин. (электромотор), 85 об/мин. (сервомотор).
Оснащается водным охлаждением, датчиком низкого уровня суспензии, съемной крышкой.
Внутренний бак съемный для удобства чистки. Сделан из нержавейки AISI304 толщиной 2мм.
Таймер для автономной работы.
Бак для суспензии, ЛВМ.

Предназначен для смешения и приготовления специального огнеупорного состава и обмазки восковой модели. Применяется в литейной промышленности, в частности при литье по выплавляемым моделям – ЛВМ.
Диаметр бака Ф600мм, Ф800мм, Ф1000мм
Высота бака 700мм
Бак смесителя съемный для удобства чистки.
Принцип работы оборудования – вращается сам бак, лопасть остается неподвижной, что позволяет непрерывно работать и окунать модельный блок в суспензию.
Оборудование для очистки отливок от керамики.
Пневматическая установка отделения керамики от отливок

Установка вибрационная для отделения керамики от модельного блока (отделение керамической оболочки модельного блока). Применяется при производстве отливок методом точного литья по выплавляемым моделям – ЛВМ.
Закрытого типа – звукоизолированная рабочая камера.
Максимальный размер обрабатываемого блока 800х800х670мм
Система сбора пыли.
Смотровое окно для оператора.
Педальный блок управления ходом ударника (ход вверх/вниз 500мм)
Механизм выгрузки осколков.
Кнопочная панель управления.
Время рабочего цикла 5-60 секунд в зависимости от размера модельного блока и количества слоев оболочки.
Установка абразивной очистки отливок.

Применяется в литейной промышленности, в частности при литье по выплавляемым моделям, для очистки отливок, каналов отливок от остатков керамики.
Возможность чистить проточные каналы и глубокие полости.
Ручное направление сопла гидровыбивки. Захватное устройство фиксации отливки.
Рабочее давление 50Мпа.
Модели для литья
Существует множество методов обработки металла и получения из него различных видов деталей. Но среди множества способов не всегда можно получить изделие требуемой формы и размеров с использованием токарно-фрезерного или штамповочного оборудования.

В таком случае инженеры прибегают к помощи литья, в том числе и по выплавляемым моделям.
Техпроцесс литья по выплавляемым моделям
Технология литья по выплавляемым моделям состоит из нескольких этапов:
- Создание модели для литья.
- Получение формы с изготовленной модели.
- Получение литейной формы.
- Изготовление готовой отливки.

Литье титана по выплавляемым моделям
Создание модели
Для изготовления первичной формы применяют материалы, обладающие низкой температурой плавления. Чаще всего применяют парафины, воск и пр. То есть те вещества температура плавления не превышает 100 градусов, например, состав ПС 70 – 30. При такой температуре парафин в состоянии всю изложницу. Так, называют деталь, в которой изготавливают литейную форму.
После того как модель обрела необходимую твердость можно приступать к изготовлению литейной формы. Для этого используют состав, выполненный на основании керамики. Форма должна иметь определенную стойкость к температурным воздействиям. Для этого, на поверхность модели наносят песок мелкой фракции, для повышения характеристик формы в песок добавляют цирконий.

Песок мелкой фракции
Процесс нанесения песка может повторяться от 3 до 7 раз. Оптимальная толщина такого покрытия может составлять порядка 7 мм.
На этом этапе необходимо обеспечить выполнение следующих условий:
- Распределение состава по поверхности модели должно быть равномерным.
- Нельзя допускать появление внутренних пустот. Их наличие может привести к ошибкам в конфигурации отливки.
- Форма должна выдержать температуру, которая должна быть выше чем температура металлического расплава. Она должна находиться в диапазоне от 900 до 1200 градусов.
- После того как формирование будет прекращено, необходимо проделать отверстия, через которые будет происходить удаление парафина.
- По окончании всех работ, связанных с получением формы, ее помещают в печь. В ней происходит испарение парафина и происходит дополнительный дожиг формы.
Процесс получения отливки
Перед началом литья расплавленного металла по выплавляемым моделям необходимо форму прогреть до определенной температуры. Нагрев должен быть выполнен равномерно по всей форме.
Для литья выплавляемым моделям в форме необходимо заранее подготовить горловину заготовки. В ранее сформированную горловину заливают металл. Остывание должно происходить естественным путем. Принудительное остужение недопустимо.

Процесс литья по моделям
Через 5 – 6 часов по окончании отливки можно удалить оболочку. В заводских условиях для этого применяют вибрационный стол. После того деталь направляют на механическую обработку. То есть, отсекают литник, зачищают облой, если таковой имеется. Для этого применяют ручной и механизированный инструмент. Кстати, один из эффективных способов приведения детали в соответствии с требованиями конструкторской документации является пескоструйная обработка.
Область применения
Особенности этого технологического процесса позволяет его использовать и на крупных предприятиях, и в небольших мастерских, и в домашних условиях.
В промышленности, так исторически сложилось, что литье по выплавляемым моделям применяют в машиностроении, в частности, по этой технологии выполняют отливки корпусных деталей для продукции электротехнической промышленности, деталей судов, автомобилей.

Литье по выплавляемым моделям в машиностроение
Надо отметить, что такое широкое применение литья по такой технологии стали применять в промышленных масштабах относительно недавно. Это было связано с тем, что существовали определенные проблемы при получении формы. Их стало возможным решить после появления такого химиката, как этилсиликат. Его использование позволило допиться необходимых показателей по термической стойкости и вязкости материала.
Литье в керамические формы
Так, называют метод получения отливок в том числе и с крупными размерами, обладающих высокой точностью в одноразовых формах выполненных из керамики. Их изготавливают из подвижных смесей, используя для этого постоянную модель.
Модель после получения формы не утилизируют и ее можно использовать для получения новых форм.

Литье в керамические формы
В состав этой смеси входят огнестойкие порошки разной фракции, и растворов этилсиликата и огеливателя. После тщательного перемешивания ее выливают в заранее подготовленную оснастку. Там она затвердевает, пройдя через эластичное состояние. После выполнения этой операции форму снимают и отправляют в печь для прокаливания. Во время этого процесса происходит сгорание спиртовых паров и в результате этого в форме происходит формирование микротрещин. Металлический расплав заливают в холодную форму, но иногда, это определяет марка расплава, ее подогревают до 900 градусов Цельсия. Такой метод применяют для получения штампового инструмента, технологической прессовой оснастки, компонентов литейных форм и пр.
Существует несколько наименование литья в керамические формы – шоу-процесс, уникаст-процесс и керамкаст-процесс. Разница между первыми двумя заключается только во времени получения патента. Последний процесс, включает в себя элементы технологии первых двух.
Оболочковые формы для последнего процесса производят при помощи разъемных моделей с тонкими стенами, которые выполнены из искусственного каучука.
Керамическую оболочку выполняют точно так же, как и для литья по выплавляемым моделям. При сборке формы, эластичные детали просто вытягивают, а литники или выплавляют или выжигают.
Для изготовления стержней используют такой способ – в ящик для формовки стержней заливают суспензию и через некоторое время ее сливают. На поверхности ящика останется слой суспензии, засыпаемый огнеупором. Те частицы, которые не прилипли, удаляют из ящика. После чего, снова заливают суспензию и посыпают ее порошком. Эту операцию повторяют несколько раз до тех пор, пока стержень не получить необходимые размеры.

Литниково-питающая система при литье по выплавляемым моделям
Плотность отливок в первую очередь зависима от способа заливки и строения литниково–питающей системы. Учитывая то, что металлический расплав подают в разогретую форму, получение отливок высокого качества сопровождается рядом сложностей.
Во время заливки формы расплав должен заполнить полости, расположенные в форме равномерно, но при этом необходимо как-то компенсировать усадку, сопровождающую затвердевание металла. Эту задачу решают путем использования системы литников и прибылей, формируемых при изготовлении модели. Практика литейного дела представило множество знаний о системах подобного типа.
Все дело в том, что принципы, заложенные в технологию литья в песчаные формы во многом сходны с принципами литья по выплавляемым моделям.
Хранилище жидкого металла называют прибылью. Ее размещают так, чтобы была возможность компенсации объема металла, расходуемого на усадку. Прибыль должна быть размещена таким образом, чтобы металл оставался в жидком состоянии дольше, чем в рабочей части формы. То есть, прибыль служит для подпитки отливки во время ее затвердевания.

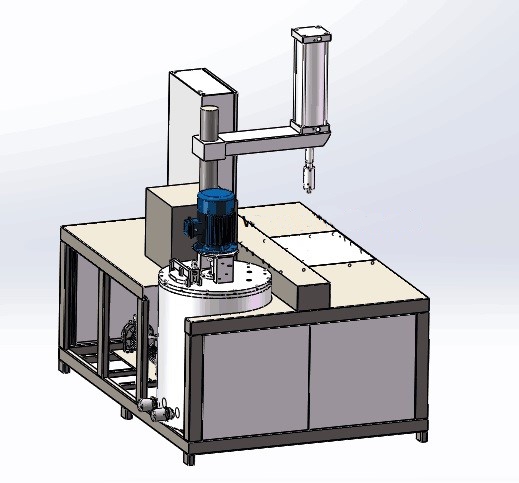
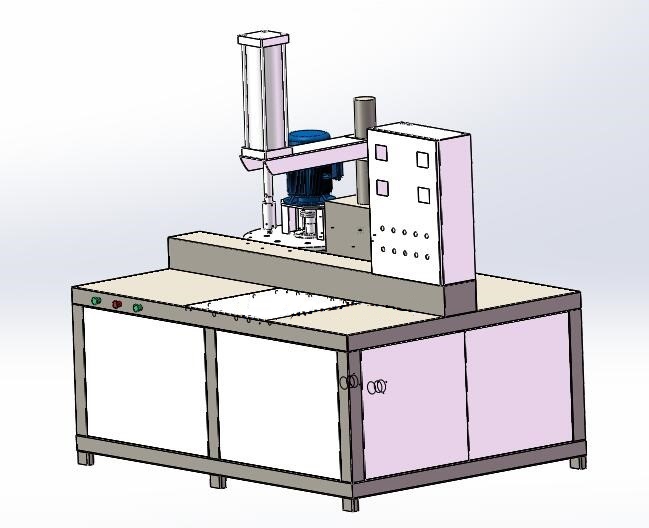
Миксер для временного хранения жидкого металла
Прибыль выполняют из тех же материалов, которые применяют для изготовления формы и поэтому она охлаждается так же как и другие части системы. Для обеспечения более позднего остывания прибыли изготовление моделей выполняют таким образом, чтобы, она остывала несколько медленнее. Для замедления процесса остывания иногда применяют материалы с меньшей теплопроводностью.
Изготовление моделей и модельные составы
Для того, чтобы изготовить модели применяют так называемые модельные составы. Их основу составляют смеси выполняемые на основе воска. Кроме этого, в состав добавляют полимеры, они улучшают механические свойства смесей. На некоторых производствах применяют мягкие составы. Они могут быть насыщены воздухом, для их упрочнения применяют полиэтилен или битум.
Модельные составы должны в полной мере отвечать следующим требованиям:
- Они должны обладать малой усадкой и не должны сильно расширяться под воздействием высоких температур.
- Постоянством твердости и прочностных характеристик.
- Определенной эластичностью.
- Возможность предельно точно повторять полость пресс-формы.
- Модельная смесь не должна прилипать к рабочим поверхностям формы и не должна оказывать коррозионного воздействия на них.
- Стойкостью к определенным химическим и физическим воздействиям.
- Смесь должна обладать хорошей стойкостью к окислению при разных температурах.
Изготовление пресс форм
Пресс-форма — это сложное инженерно-техническая конструкция, которая должна обеспечить качество получаемых отливок. По сути, это высокоточный инструмент, который состоит из нескольких частей, внутри которого имеются полости, куда поступает расплав.
Форму устанавливают в узле, в котором происходит смыкание литейной машины. При каждом смыкании в форму подается расплав, затем он выдерживается под определенным давлением и по прохождении заданного по технологии времени происходит размыкание. Остывшие отливки попадают в приемное устройство.
Этот инструмент проектируют и изготавливают в несколько этапов.
- Анализ технического задания. На этом этапе заказчик передает в распоряжение исполнителя технические требования на будущую форму. В числе требований должны быть данные об условиях эксплуатации, в частности, должны быть указанные данные о материале, из которого будут выполнять отливки, программу выпуска на месяц, квартал или год. Исходя из полученных данных, проектировщики выполняют расчет оптимальных характеристик формы. Кроме этого, заказчик должен передать в распоряжение изготовителя либо чертежи на планируемое к выпуску изделие или образец.
- На этапе проектирования проектировщики выполняют создание 3D-модели. Она поможет наглядно представить как она (форма) будет работать, как будет продвигаться материал. Современные программные средства позволяют смоделировать детальную работу всех узлов формы, температурные параметры и множество другой информации необходимой для создания рабочей документации. Следует отметить, что в распоряжении проектировщиков находятся программные средства, позволяющие повысить качество рабочей (конструкторской и технологической) документации, минимизировать ошибки и существенно ускорить процесс проектирования.
- Современные пресс-формы, по большей части производят на оборудовании, работающем под управлением компьютера. Это позволяет минимизировать участие человека в изготовлении элементов формы и соответствии сводит к нулю получение некондиционных изделий. Кстати, на серьезных производствах с успехом работают безбумажные технологии. То есть разработчик, после того, как спроектировал форму, с применением специальных программных комплексов в состоянии выполнить написание управляющих программ для станков с ЧПУ. После чего, она может быть отправлена на станок по заводской ЛВС.
- После производства опытной формы, заказчик проверяет качество полученной отливки и принимает решение о производстве серийной формы.
Для производства пресс-форм используют легированные и инструментальные сплавы. Их использование позволяет выпускать продукцию, которая может выдержать десятки тысяч смыканий-размыканий.
Готовые отливки
Изделия, получаемые при литье металлов можно разделить на несколько типов:
- Чушки, которые в дальнейшем будут использоваться для дальнейшей переплавки.
- Слитки, предназначенные для обработки давлением.
- Фасонные изделия, которые могут быть отправлены на дополнительную механическую обработку, необходимую для удаления литников, облоя.

Современные технологии литья металлов позволяют получать детали, которые не требуют дополнительной обработки.
Преимущества и недостатки литья по выплавляемым моделям
Такая технология литья отличается следующими достоинствами:
- Высокая точность получаемых отливок, это позволяет исключить или уменьшить количество механической обработки.
- Возможность получения отливок сложной конфигурации, в том числе и с тонкими стенками.

Преимущество метода — точность детали
Но, литье по формам обладает существенным недостатком, они довольно сложны в изготовлении, и обладают высокой стоимостью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Оборудование для литья по выплавляемым и выжигаемым моделям
Способ находит широкое применение в массовом и серийном производстве отливок небольшой массы и размеров из цветных и черных сплавов.
При этом способе у отливки отсутствуют заливы по контуру разъемов, т. к. форма не имеет разъемов, и размеры ее более точны, чем при литье в песчаные формы, поскольку здесь исключены основные причины потери точности: расталкивание формы моделью, перекос формы, подъем верхней опоки, раздутие формы и т. д. Отверстия, за исключением очень узких и длинных, получают без применения стержней. Точность размеров отливок находится в пределах 11-14-го квалитетов, а шероховатость поверхностей не более Rz100. Способ длителен, трудоемок и дорог, но оправдывается во многих случаях тем, что отливки почти не нуждаются в механической обработке. Этим способом отливают многочисленные изделия, которые прежде изготавливали сложной механической обработкой, а также различные режущие инструменты из сплавов, не поддающихся обработке резанием. Получаемый описанным способом литой инструмент нуждается лишь в заточке его режущей кромки на абразивном круге.
При изготовлении этим способом турбинных лопаток трудоемкость механической обработки уменьшается на 60-70%, а себестоимость — на 45-60%. Наиболее целесообразно изготавливать рассмотренным способом тонкостенные детали сложной и особо сложной конфигурации, представляющие собой по существу целые узлы. Пресс-формы для изготовления моделей чаще всего выполняют из металла; при умеренных требованиях к точности размеров отливок их можно делать из пластмасс, гипса и др. В серийном производстве применяются немеханизированные пресс-формы (рис. 2.17), сборку, разборку и извлечение моделей из которых выполняют вручную.
Пресс-форма состоит из нижней части 1, во вставках которой 3 выполнена форма для сложной части модели, и верхней части 2. Стержни 4 служат для получения отверстий. Конструктивные элементы, характерные почти для всех пресс-форм: литниковая система 5 и 6, центрирующие штыри 10 (для точного совпадения контура моделей, располагающихся в нижней 1 и верхней 2 частях пресс-формы), откидные болты с гайками-барашками 11 (для скрепления частей пресс-формы перед запрессовкой модельного состава).
Для извлечения моделей из этой пресс-формы необходимо вынуть стержни 4, ослабив гайки 11, откинуть болты, снять верхнюю часть 2, извлечь фиксаторы 8, опустить нижнюю часть 1 до плиты 9. При этом модели останутся на толкателях 7. Пресс-формы для производства моделей на автоматах похожи на применяемые при литье под давлением (см. далее). Их конструкции стандартизированы.
Перечислим основные этапы технологии литья по выплавляемым моделям (рис. 2.18). Приготавливают модельный состав. Модели (рис. 2.18, б) с питателями 1 для отливок (рис. 2.18, а) изготавливают на десятипозиционном карусельном автомате с производительностью 400 запрессовок в час или на однопозиционном автомате с производительностью 63 за
прессовки в час.
В единичном, мелкосерийном и серийном производстве модели получают в неавтоматизированных прессформах на установке, где прессформы заполняют шприц-машиной или ручным шприцем, после чего ставят на десятипозиционный карусельный стол. Для производства выжигаемых пенополистирольных моделей в крупносерийном и массовом производстве применяют автомат, а для изготовления пенополистирольных звеньев и блоков — автоматическую линию. Изготавливают модельные блоки (рис. 2.18, в) припайкой модельных звеньев к общему стояку литниковой системы 2 для увеличения металлоемкости литейной формы. Приготавливают огнеупорное покрытие литейной формы. Для этого применяют установку или агрегат, который непрерывно готовит суспензию из пылевидного кварца, этилсиликата, воды и ацетона. Используется также агрегат для хранения и транспортировки огнеупорного покрытия. .054.jpg)
Рис. 2.17. Немеханизированная пресс-форма
.055.jpg)
Рис. 2.18. Отливка (а), выплавляемая модель (б), блок (в), блок с покрытием (г), литейная форма (д)
Наносят несколько слоев огнеупорного покрытия на модельные блоки в автоматах погружением блоков в емкость с клейким составом, а затем — в псеводокипящий слой песка (через который снизу пропускается сжатый воздух; песчинки разделены воздухом и блоки погружаются в песок без значительного сопротивления) или в автоматах пескосыпами. Сушат каждый слой (которых бывает от двух до семи) два-три часа. Модельный состав выплавляют горячей водой в ванне, а в крупносерийном и массовом производстве — в установке или паром в бойлерклаве. Последний требует выполнения ручных операций, поэтому должен применяться лишь там, где другие способы неприемлемы из-за больших потерь форм или модельного состава. Для изготовления форм в мелкосерийном и серийном производстве подойдет комплекс 64011, а в крупносерийном — линия 64001. Керамические формы формуют в ящики 3 (рис. 2.18, д) с дробью или песком на формовочном столе. Возможна также заливка без заформовывания, при этом для повышения прочности форм количество слоев керамики увеличивается. Керамические формы прокаливают для удаления из них влаги и остатков модельного состава, наличие которых привело бы к браку. Для этой цели применяют электрические или газовые печи. Формовку, прокаливание, заливку блоков и охлаждение отливок в крупносерийном и массовом производстве обеспечивают линии. Формы заливают как обычно. Выбивают отливки из ящиков с дробью на выпускаемой установке. Отделяют керамику от отливок пневматическим вибратором. Применяется также дробеметная очистка. Выщелачивание проводят для растворения остатков огнеупорного покрытия из труднодоступных мест в теплом растворе щелочи в выпускаемой установке. Обрубку, очистку и исправление дефектов производят обычными (см. ранее) методами.
Разработан технологический процесс и комплекс автоматического оборудования для изготовления 1-1,5 тыс. т отливок в год по выжигаемым моделям. Комплекс включает: автоматическую линию (АЛ) изготовления модельных блоков; автомат для изготовления моделей литниковой воронки и колпачка; АЛ для изготовления модельных блоков; механизированную линию приготовления и хранения суспензии; печь для выжигания моделей и прокаливания форм; АЛ обжига, формовки, заливки форм и охлаждения отливок; полуавтоматическую линию отбивки керамики и отделения отливок; агрегат выщелачивания керамики 6А95; печи для термической обработки отливок; прессы-автоматы для обрубки питателей; плавильные печи; установки для отделения керамики. Комплекс обеспечивает автоматизацию основных операций и существенное улучшение условий труда, а по сравнению с литьем по выплавляемым моделям снижает трудоемкость на 30%, себестоимость на 25-30%, производственные площади на 20-30%, длительность цикла на 50%.
Литье по выплавляемым моделям
Кроме этого способа применяют также литье по выжигаемым и газифицируемым моделям. В пособии меры безопасности по этим процессам не приводятся, но эти меры во многом аналогичны приведенным ниже.
Основные меры безопасности
Оборудование для литья по выплавляемым моделям включает:
- — машины для приготовления модельного состава (из парафина и стеарина), изготовления модельных звеньев, приготовления огнеупорного покрытия;
- — оборудование для формовки, прокалки, заливки, охлаждения блоков и выбивки опок;
- — оборудование для отделения керамики от отливок и отливок от стояков.
Нужны: гидролизер, смеситель, нужна печь для прокалки и удаления моделей, установки для плавки и заливки металлов, установка для очистки отливок.
В ч. I был рассмотрен технологический процесс, который включает много операций. В табл. 18.1 приведены некоторые схемы выполнения литья данным способом. Эти схемы помогут лучше понять необходимость выполнения требований безопасности, которые приведены ниже.
Схема изготовления отливок по выплавляемым моделям

Окончание табл. 18.1

При литье по газифицируемым моделям пенополистирол расплавляют до жидкого состояния и также заливают в пресс-форму. В установках для приготовления модельных составов места загрузки исходных материалов необходимо оборудовать вытяжным зонтом. Скорость отсасываемого воздуха в открытом рабочем проеме для исполнения с крышкой должна быть не менее 0,5 м/с, для исполнения без крышки — не менее 0,7 м/с. Само оборудование для плавления модельных составов должно иметь систему терморегуляции, обеспечивающую отключение нагрева при достижении предельно допустимой температуры нагрева расплавленных материалов (такая температура на 30—40° С ниже температуры их воспламенения). Емкости для плавления модельного материала следует обогревать горячей водой, паром или электронагревателями.
В местах смазки пресс-форм установок для изготовления моделей и модельных звеньев, в которых используют в качестве смазываемого вещества распыленную жидкость, также должна быть предусмотрена вытяжная вентиляция. Установки карусельного типа должны быть оснащены вытяжным зонтом, располагаемым непосредственно над позицией смазки пресс-форм; однопозиционные установки — вытяжным зонтом или бортовым отсосом. Скорость отсасываемого воздуха в рабочем проеме карусельной и однопозиционной установок должна быть не менее 0,5 м/с.
В машинах, полуавтоматах и автоматах для изготовления моделей и модельных блоков конструкцией запирающего устройства должны быть обеспечены невозможность раскрытия пресс-формы во время запрессовки модельного состава и надежное присоединение шприца к пресс-форме, исключающее разбрызгивание модельной массы. В установках для изготовления моделей и модельных звеньев должна быть блокировка, исключающая возможность запрессовки при незакрытой пресс-форме и смыкание половинок пресс-формы во время их очистки и смазки. В автоматических установках для изготовления моделей карусельного типа необходимо предусматривать ограждения по периметру карусели, исключающие доступ к ней или в зону смыкания пресс- формы. Отлитые модели перед их отделкой и сборкой следует хранить на стеллажах в местах, удаленных от места приготовления модельной массы не менее чем на 2 м. Емкости в установках для приготовления суспензии должны быть оборудованы укрытиями с устройствами для присоединения к вытяжной вентиляции. Объем отсасываемого воздуха должен быть в 1,5 раза больше объема материалов, загружаемых в единицу времени.
Расходные баки жидких составляющих агрегатов для приготовления суспензии должны быть оснащены системой контроля верхнего и нижнего уровней. В стенках промежуточного бака и смесителя должна быть предусмотрена система циркуляции воды для поддержания необходимого температурного режима при гидролизе. Емкости для нанесения огнеупорного покрытия (методом окунания и обсыпки) на модельные блоки диаметром до 200 мм вручную или на блоки любых диаметров манипулятором должны быть оборудованы вентиляционными щелевыми панелями. Скорость отсасываемого воздуха в рабочем проеме для ванн с суспензией должна быть не менее 0,5 м/с, а для ванн обсыпки — не менее 1,0 м/с. Емкости для нанесения огнеупорного покрытия (методом окунания и обсыпки) на модельные блоки, находящиеся на подвесках конвейера, должны быть оборудованы вентиляционными укрытиями. Скорость отсасываемого воздуха в рабочем проеме должна быть не менее 0,7 м/с. Нанесение огнеупорного состава на модельные блоки методом окунания должно быть механизировано для исключения непосредственного контакта работающего с огнеупорным составом.
В автоматических и полуавтоматических установках нанесения огнеупорных покрытий должны быть предусмотрены система регулирования уровня суспензии в ванне и устройство для периодического удаления из ванны просыпи с огнеупорным составом. В стенках ванны суспензии и бака хранения должна быть предусмотрена система циркуляции воды для поддержания заданной температуры.
Камеры установки для воздушно-аммиачной сушки модельных блоков должны быть оборудованы вытяжной вентиляцией и устройствами для герметичного перекрывания поверхности испарения аммиака в периоды вентилирования камеры, отключения вытяжки от камеры во время сушки моделей в парах аммиака, а также поступления воздуха в камеру в период ее вентилирования. Количество отсасываемого воздуха должно быть равным (400—500)V (м 3 /ч; V — объем камеры, м 3 ). В установках вакуумно-аммиачной сушки должна быть предусмотрена возможность откачки аммиака из камеры после каждого цикла сушки. Остаточное давление в конце откачки аммиака не должно превышать 13,3-Ю -3 МПа. Установки для сушки огнеупорного покрытия конвейерного типа должны быть оборудованы: устройствами для присоединения к вытяжной вентиляции, предусматривающими подсос воздуха в камеру воздушной сушки через проемы для входа и выхода блоков из расчета его скорости в проемах не менее 0,5 м/с и аварийный отсос газов из аммиачных камер в количестве, равном 400-кратному объему каждой камеры; автоматической звуковой сигнализацией при включении в работу привода цепного конвейера. Все электродвигатели установок, осуществляющих сушку взрывоопасных суспензий, должны быть во взрывобезопасном исполнении.
Ванны периодического действия для выплавки модельного состава в горячей воде должны быть оборудованы укрытиями с устройством для присоединения к вентиляционной системе. Скорость отсасываемого воздуха в проемах для загрузки и выгрузки блоков должна быть не менее 0,5 м/с.
Ванны установок конвейерного типа для выплавки модельного состава в жидкости должны быть оборудованы вытяжными зонтами над загрузочными и разгрузочными отсеками, а в остальной части — укрытием с проемами минимальных размеров для прохождения модельных блоков. Скорость отсасываемого воздуха в открытых проемах — не менее 0,5 м/с. Проемы тупиковых и проходных печей для прокаливания форм перед заливкой должны быть оборудованы вытяжными зонтами-козырьками с выносом, равным высоте загрузочных и разгрузочных отверстий. Ширина козырьков должна превышать ширину проемов на 200—300 мм. Скорость отсасываемого воздуха в отверстии зонта в зоне проема должна быть не менее 1 м/с.
Охлаждение форм после заливки следует осуществлять в шкафах, оборудованных укрытиями с вытяжной вентиляцией, не допускающей выделения газов в помещение цеха. Рабочие камеры вибрационных машин и установок для отделения керамики и отливок от стояков должны быть оборудованы герметичным звукоизолирующим кожухом и патрубком для присоединения к вытяжной вентиляционной сети. Количество отсасываемого воздуха не должно быть менее 4000 м 3 /ч на 1 м 2 площади поперечного сечения установки. Надо проверить наличие и работу блокировки, исключающей работу при открытых дверцах.
Ванны выщелачивания оборудуют устройствами, регулирующими заданную температуру и уровень раствора, и бортовыми отсосами. Количество отсасываемого воздуха должно быть не менее 2000 м 3 /ч на 1 м 2 поверхности раствора. Установки выщелачивания, выполненные в виде герметичного многосекционного барабана, должны быть оборудованы вентиляционными панелями в зонах загрузки и выгрузки отливок; скорость отсасываемого воздуха в этих зонах — не менее 0,8 м/с. Места заполнения опок сухим наполнителем, вибрационные решетки и установки для его удаления должны быть оборудованы вентиляционной панелью с количеством отсасываемого воздуха не менее 3500 м 3 /ч на 1 м 2 ее площади или иметь укрытие типа вытяжного шкафа со скоростью воздуха в рабочем проеме не менее 1 м/с.
Станки для обрезки литников вулканитовыми кругами должны быть оборудованы укрытием. Количество отсасываемого из укрытия воздуха должно быть не менее 2D, м 3 /ч (D — диаметр круга, мм), но не менее 20 м 3 /ч. Сам круг при работе должен быть на 3/4 закрыт защитным ограждением.
Сита для просеивания наполнителя и маршаллита должны быть укрыты кожухом с патрубком для присоединения к цеховой вентиляционной системе. Количество отсасываемого воздуха принимается из расчета обеспечения его скорости в открытом рабочем проеме не менее 1 м/с. Шаровые мельницы для размола возврата наполнителя должны быть оборудованы вентиляционной панелью типа воронки. Количество отсасываемого воздуха принимается из расчета обеспечения его скорости в открытом рабочем проеме не менее 1 м/с, но не менее 750—1000 м 3 /ч. Столы для резки блоков (газовой и электродуговой) оборудуют наклонной вентиляционной панелью. Скорость движения отсасываемого воздуха в сечении панели должна быть не менее 1 м/с.
Емкости для хранения сыпучих материалов должны быть оснащены закрывающимися крышками и патрубками для присоединения к вытяжной вентиляции. Скорость отсасываемого воздуха в открытых проемах — не менее 0,6 м/с. Баки для приготовления щелочного раствора должны быть оснащены закрывающимися крышками, а также устройствами для поддержания заданной температуры и указателями уровня раствора.
Оборудование, на котором выполняют операции приготовления суспензии, нанесения огнеупорного покрытия методом окунания и обсыпки, воздушно-аммиачной сушки и выщелачивания керамики, должно быть установлено в изолированных помещениях, отвечающих требованиям взрыво- и пожаробезопасности (см. гл. 8 и 11).
Стеллажи для сушки моделей с нанесенным слоем огнеупорного покрытия оборудуют вентилируемыми укрытиями, скорость воздуха в рабочем проеме укрытия должна быть не менее 0,5 м/с. При изготовлении выплавляемых моделей на машинах и места загрузки модельных составов и исходных материалов оборудуют вытяжным зонтом. Количество удаляемого воздуха определяют из условия, что скорость в рабочем проеме должна быть не менее 0,7 м/с. Камеры для воздушноаммиачной сушки должны быть оборудованы вытяжной вентиляцией и устройствами, обеспечивающими герметичность.
Оборудование для состава снабжают системой терморегуляции, отключающей нагрев при достижении предельно-допустимой температуры, которая на 30—40° С ниже температуры воспламенения. На установках для огнеупорного покрытия методом окунания предусматривают панель с щелевым отсосом; скорость воздуха должна быть не менее 1 м/с. При заливке форм на карусельной установке устанавливают большой зонт, перекрывающий всю площадь машины. В выбивных отделениях количество воздуха, удаляемого при выбивке, должно быть не менее 5000—10 000 м 3 /ч на 1 м 2 площади стола. От отрубных столов необходимо удалять 2500 м 3 /ч воздуха на 1 м 2 полной площади стола. Станки с наждачными или корундовыми кругами оборудуют кожухами — укрытиями с пылеотстойниками для сбора крупной пыли; объем отсасываемого воздуха от станка — не менее 1000 м 3 /ч.
Литье в керамические формы требует особых мер безопасности, необходимость которых диктуется применением пожаро- и взрывоопасных материалов. Основными опасными зонами при литье в керамические формы являются: места хранения основных материалов и расположения установок для гидролиза и приготовления керамических суспензий, места хранения коагуляторов и отвердителей (потому что они щелочные), формовочный участок в литейном цехе и участки выбивки и очистки отливок, взвешивания материалов. Безопасная концентрация пыли или газа достигается при вытяжке 7000 м 3 /ч воздуха на 1 м 2 открытой поверхности вытяжного зонта. Бункера для пылевидных материалов снабжают крышками, разгрузка должна быть без пыле- образования.
Работы по выбивке и транспортировке отливок и обработанной смеси должны быть механизированы или автоматизированы. Участки выбивки также оборудуют местной вытяжной вентиляцией, а выбивные решетки — накатными укрытиями, душирующими устройствами. Отливки должны выбиваться остывшими, продолжительность остывания отливок указывается в технической документации. Транспортирование отливок к месту очистки и обратно, их загрузки и выгрузки из очистных камер должны быть механизированы. Обрубку отливок проводят при температуре не выше 45°С. Места обрубки и очистки отливок оборудуют постоянными или переносными ограждениями для защиты работающих от отлетающих осколков. Участки очистки отливок ручным механизированным инструментом с абразивными кругами должны быть оборудованы местной вытяжкой вентиляцией с устройством боковых пылеприемников, решеток в полу или верстаке.
Источник https://top3dshop.ru/blog/3dprint-for-metal-casting.html
Источник https://msmetall.ru/metally/oborudovanie-dlya-litya-po-vyplavlyaemym-modelyam.html
Источник https://gazsnabstroy.ru/oborudovanie/oborudovanie-dlya-litya-po-vyplavlyaemym-modelyam