Аддитивные технологии в литейном производстве
Содержание
Аддитивные технологии в литейном производстве
Литейное производство – один из старейших технологических процессов, известных человечеству. Еще в Бронзовом веке наши предки умели менять агрегатное состояние руды, переплавлять ее в жидкий металл, заливать в форму и получать нужную отливку. В конце XX века, с появлением цифрового моделирования и затем с бурным развитием аддитивных технологий, наметились кардинальные перемены.
Роль аддитивных технологий
Выращивание моделей и форм путем 3D-печати позволяет получить результаты, недостижимые средствами классических технологических процессов. Важное преимущество заключается также и в значительной экономии времени на изготовление модельной оснастки. Сокращение срока создания прототипов и возможность вносить изменения в конструкцию открыли широчайшие возможности для опытного производства.
Благодаря 3D-процессам можно забыть о всех минусах традиционного литья. К последним относятся:
- долгий производственный цикл;
- трудоемкость механической обработки;
- недостаточная точность;
- роль человеческого фактора.
С другой стороны, широкому внедрению аддитивных технологий препятствуют высокая стоимость оборудования и материалов для 3D-принтера, необходимость в крупных первоначальных инвестициях и ограничения в размерах изделий, печатаемых на 3D-принтере. Впрочем, прогнозы оптимистичны: учитывая быстрое развитие технологий, эти проблемы будут постепенно уходить в прошлое. Сегодня 3D-технологии уже успешно применяются на литейных предприятиях за рубежом и в России при создании форм размером до 50 кв. см.
Поскольку литье лежит в основе практически всех производственных отраслей (машиностроение, приборостроение, авиация, автомобильная индустрия, судостроение, нефть и газ), интересно посмотреть, как аддитивные технологии помогают решать задачи современного литейного производства.
Основные виды литья металлов
В статьях, посвященных литью, мы рассказываем о возможностях аддитивных процессов применительно к двум технологиям:
- литье в песчано-глинистые формы;
- оболочковое литье.

Литье в песчано-глинистые формы (ПГФ) – стандартизированная технология, наиболее распространенная и проверенная, а с точки зрения функциональности – самая продвинутая. Производства, ее использующие, как правило, оборудованы автоматическими формовочными и стержневыми линиями, применяют автоматическую заливку и т.д. Литье в ПГФ характеризуется наличием многоразовой металлической или деревянной модельной оснастки. Форма, которую с нее снимают и в которую затем заливают металл, – одноразовая и сделана из специальной песчано-глиняной формовочной смеси. Такие формы стало возможным изготовлять на 3D-принтерах. Как правило, в этом случае используется технология CJP (цветная струйная печать из композита на основе гипса).
Оболочковое литье оперирует одним из двух методов:
Они очень похожи, но в то же время имеют ряд отличий – об этом мы подробнее расскажем в следующих статьях. Главная особенность этой технологии в том, что каждая модель используется один раз для отливки одного изделия, и сама форма, которая из нее получается, тоже одноразовая. При внедрении 3D-методов на производстве такого типа применяется:
- печать воском – для литья по выплавляемым моделям;
- печать фотополимерной смолой – для литья по выжигаемым моделям.
Литье в песчано-глинистые формы с использованием 3D-технологий
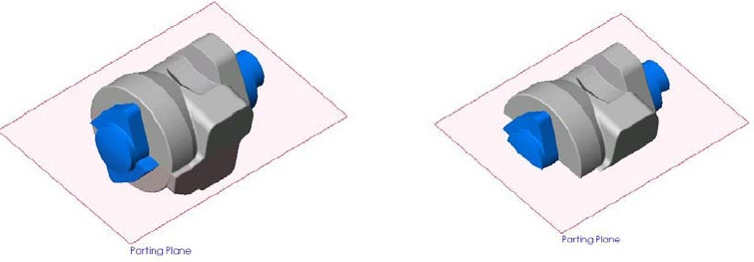
Процесс литья в ПГФ начинается с создания математической модели оснастки. Инженер-технолог или технолог-литейщик определяет линию разъема, усадку, уклон и другие параметры.
Затем эти данные передаются в аддитивную установку. Мы рассмотрим пример печати на 3D-принтере, принцип работы которого основан на технологии цветной струйной печати (CJP). Главное преимущество этой технологии в том, что, если модель по геометрии помещается в камеру построения, за одну операцию можно напечатать сразу несколько моделей.
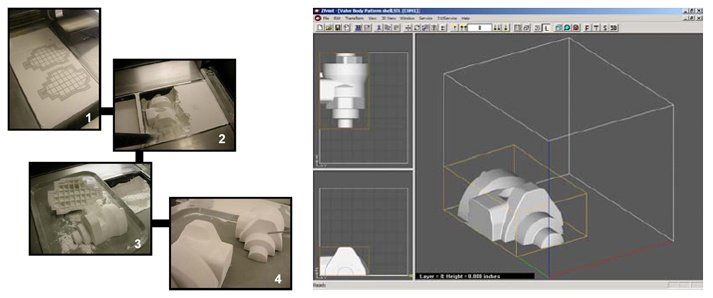
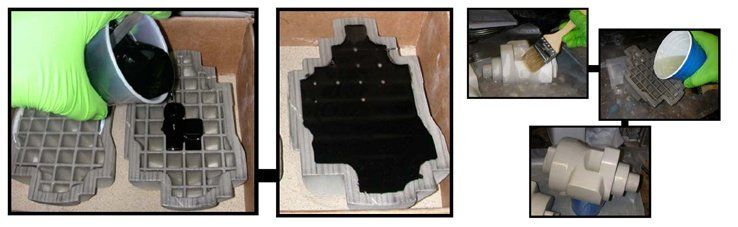
Следующий этап – обработка модели. Обратите внимание: для экономии материала модель сделана пустотелой, с внутренним оребрением. В случае необходимости, пустой объем заливается простой эпоксидной смолой, чтобы придать конструкции большую жесткость. Так как гипс – материал не конструкционный, сама модель пропитывается смолой. После этого поверхность подвергается обработке (шпаклевке и шкурению) и покрывается специальной краской для модельной оснастки. Весь цикл изготовления методом литья в песчано-глинистые формы занимает не больше недели. По стойкости такая модель сопоставима с дерево-модельной оснасткой.
Таким образом, применение аддитивных технологий при литье в песчано-глинистые формы имеет следующие явные плюсы по сравнению с классическими методами:
- значительное сокращение производственного цикла;
- нет необходимости задействовать в процессе производства несколько инженеров-технологов или других специалистов;
- на 3D-принтере можно напечатать одновременно несколько изделий.
О литье по выплавляемым и по выжигаемым моделям и преимуществах 3D-технологий применительно к этим методам читайте в нашем блоге.
Аддитивные технологии в литейном производстве АО «Центр цифровых технологий»
Аддитивные технологии постепенно внедряются в машиностроение, приборостроение, в литейное производство и во все другие отрасли отечественной промышленности.
Благодаря данным технологиям происходит существенное сокращение сроков на научно исследовательские и опытно-конструкторские разработки (НИОКР), повышается качество и происходит улучшение характеристик разрабатываемых изделий. Появляется возможность разработки сложных пространственных изделий («бионический дизайн»). Решаются, такая важная в современном производстве задача, как реверс-ижиниринг (обратная разработка).
Реверс-инжиниринг – исследование некоторого готового устройства с целью понять принцип работы, обнаружения возможностей изделия или его воспроизведение с возможными изменениями и доработками с целю улучшения характеристик или с учетом особенностей производства на котором в дальнейшем планируется его изготовление.
Основное отличие аддитивных технологий заключается в том, что изделие формируется методом добавления материала (в отличии от классического производства – метод обработки или удаления материала).
Аддитивные технологии (Additive Manufacturing – от слова аддитивность – прибавляемый) – это послойное наращивание и синтез объекта с помощью компьютерных 3d технологий.
Аддитивные технологии создания 3D моделей

Технология SLM
SLM/DMP (Selective Laser Melting / Direct Metal Printing) – селективное (выборочное) лазерное плавление – новаторская технология изготовления сложных по форме и структуре изделий из металлических порошков по математическим CAD-моделям. Этот процесс заключается в последовательном послойном расплавлении порошкового материала посредством мощного лазерного излучения.

Технология SL (SLA)
Стереолитография (SLA или SL) – технология аддитивного производства моделей, прототипов и готовых изделий из жидких фотополимерных смол. Отвердевание смолы происходит за счет облучения ультрафиолетовым лазером или другим схожим источником энергии.

Технология DMF
DMF – Direct Metal Fabrication, общее название AM-технологий, предполагающих послойный синтез изделий из металла. В результате получаются металлические детали превосходного качества, обладающие высокой прочностью и имеющие однородную микроструктуру. Это дает возможность создавать гибридные или градированные металлические композиты.

Технология FDM
FDM (Fused deposition method) – моделирование методом осаждения расплавленной нити (послойного наплавления). Cамая распространенная технология 3D-печати в мире. С ее помощью выращивают изделия как дешевые домашние принтеры, так и промышленные системы высокоточной 3D-печати.
В настоящий момент аддитивные технологии обладают как преимуществом (оперативность получения изделия, общая экономия времени реализации проекта, получение изделия непосредственно от 3D модели, в некоторых случаях снижение затрат на энергию и материалы), но и недостатками, которые определяются применяемыми материалами и методами физического нанесения (ограниченный ассортимент материалов аддитивной печати, большая продолжительность печати, высокие требования к качеству материалов и точности оборудования, что определяет высокую стоимость оборудования и материалов).
Аддитивным технологиям характерна высокая совокупная стоимость владения, которая определяется высокой стоимостью оборудования и расходных материалов, квалификация специалистов, работающих на данном оборудовании, что создает большой «входной» ценовой порог входа компании в данные технологии.
В связи с этим, для небольших производственных и научно-исследовательских компаний экономически оправданный путь – это заказывать изготовление опытных и мелкосерийных изделий у сторонней организации, специализирующейся на применении данных технологий (инженерные центры специализирующиеся на аддитивных технологиях).
Из-за ограниченности материалов применяемых в аддитивном оборудовании, с их ограниченными физико-химическими характеристиками, более выгодно применение симбиоза новых аддитивных технологий со старыми «проверенными литейными технологиями».

Компания «Центр цифровых технологий» прорабатывая изначально оборудование, стремилась взять из каждых технологий самое лучшее и появилась технологическая цепочка с применением аддитивных технологий, литейных технологий и технологий механической обработки.
Центр Цифровых Технологий — современный инжиниринговый центр, оснащенный высокотехнологичным оборудованием для решения широкого спектра производственных задач. Продукция ЦЦТ — это сложные единичные изделия для опытно-экспериментальных работ при проведении НИОКР, ОКР, изделия малых и средних серий перед внедрением их в производство для подтверждения функциональных и эксплуатационных характеристик.
Применение литейных технологий в данной цепочке, позволяет получать изделия из «классических материалов» с заданными и гарантированными физико-химическими характеристиками.
Технологическая цепочка изготовления изделий АО «Центр цифровых технологий»
Благодаря такой цепочки появляется возможность быстрое получение качественных изделий (прототипов на этапе НИОКР), проводить реверс-инжиниринг.

Все это существенно сокращает сроки внедрения новых изделий, снижает металлоемкость изделия, увеличивает характеристики изделия.
АО «Центр цифровых технологий» приглашает к сотрудничеству в области:
-
(готового изделия или аналога) изделия (сложных деталей, с внутренними полостями и сборок целиком) (по чертежам и эскизам) (прочностной, газодинамический, аэродинамический анализы) на вычислительном кластере производительностью 3,5ТФлопс из сплавов на основе алюминия (до 100кг) и железа (до 300кг) (химический анализ, анализ механических свойств, анализ микро- и макроструктур)
- Предоставляет услуги инжиниринга
Инжиниринг (транслитерация с английского engineering — технический) — технические консультационные услуги, связанные с разработкой и подготовкой производственного процесса и обеспечением нормального хода процесса производства и реализации продукции
Источник https://blog.iqb.ru/additive-technologies-foundry/
Источник http://kcdt.ru/additivnye_tehnologii_v_litejnom_proizvodstve
Источник